في جهود تحسين عملية ، فإن مؤشر القدرة العملية أو نسبة قدرة العملية هو مقياس إحصائي ل القدرة العملية: مقدرة العملية لإنتاج منتج في حدود المواصفات.[1] دراسة قدرة العمليات هي ركن أساسي لمراقبة الجودة لجميع أنشطتها . وتعرف قدرة العمليات على أنها قدرة العملية على تحقيق الغرض منها[2] . وايضا تعرف قدرة العمليات بأداء عملية ما خلال فترة زمنية محددة وهى في حالة مراقبة ومعنى ذلك أن تكون جميع البيانات داخل الحدود المسموح بها بين الحد الأعلى والحد الأدنى للمواصفات. وهى وصف كيفي يعنى مراقبة لعملية ما لتقديم أقصى كفاءة ممكنة.[1]
يمكن عرض قدرة العمليات بيانيا من خلال التوزيعات والرسوم البيانية مثل خريطة مراقبة ( X-R ) أو منحنى التوزيع التكراري.
| المؤشر | الوصف |
|---|---|
| تقديرات ما هي العملية التي تستطيع أن تكون قادرة على الإنتاج إذا كان متوسط العملية يتركز بين حدود المواصفات. يفترض أن توزيع الناتج من العملية يكون عادي تقريبيا. | |
| تقدر القدرة العملية للمواصفات التي تتكون من الحد الأدنى فقط (على سبيل المثال، القوة). يفترض توزيع الناتج من العملية تقريبا عادي. | |
| تقدر القدرة العملية للمواصفات التي تتكون من الحد الأعلى فقط (على سبيل المثال، التركيز). يفترض ان ناتج توزيع العملية عادي تقريبا. | |
| يقدر ما إذا كانت العملية قادرة على الإنتاج، بالنظر إلى أن متوسط العملية قد لا يكون في الوسط بين حدود المواصفات. (إذا كان التوسط غير مركزي لهذه العملية، مبالغا في القدرة العملية.) إذا كان متوسط العملية يسقط خارج حدود المواصفات. يفترض أن توزيع ناتج العملية عادي. | |
| تقديرات القدرة العملية حول الهدف، T. هي دائما أكبر من الصفر. يفترض أن عملية توزيع الناتج عادة. وتعروف أيضا باسم مؤشر قدرة تاجوشى .[3] | |
| تقديرات القدرة العملية حول الهدف، T، وحسابات العملية خارج التوسط المركزي. يفترض أن توزيع ناتج العملية عادي تقريبا. |



![{\displaystyle {\hat {C}}_{pk}=\min {\Bigg [}{USL-{\hat {\mu }} \over 3{\hat {\sigma }}},{{\hat {\mu }}-LSL \over 3{\hat {\sigma }}}{\Bigg ]}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/ff9c9d5f76aa76cdbbcd759a4f7835e32928f3e0)





القيم المطلوبة
هي التي شيدت مؤشرات القدرة العملية للتعبير عن الإمكانية المحبذة أكثر مع القيم العليا على نحو متزايد. القيمة القريبة من أو تحت الصفر تشير إلى العمليات التي تعمل بعيدا عن المرمى ( أبعد من T)

| الوضع | أدنى حد مطلوب من القدرة العملية للمواصفات على الوجهين | أدنى حد مطلوب من القدرة العملية للمواصفات على الوجه الواحد |
|---|---|---|
| العملية الحالية | 1.33 | 1.25 |
| العملية الجديدة | 1.50 | 1.45 |
| السلامة أو المعامل الماسي للعملية الحالية | 1.50 | 1.45 |
| السلامة أو المعامل الماسي للعملية الجديدة | 1.67 | 1.60 |
| ستة سيغما جودة العملية | 2.00 | 2.00 |
صلة القياسات مع سقوط العملية
التعيين من مؤشرات القدرة العملية، مثل Cpk ،قياسات سقوط العملية تكون واضحة. كميا عملية السقوط تحدد كم من العيوب تنتج العملية ويتم قياسها بواسطة DPMO أو PPM. إنتاجية العملية تكمن في تكملة خروج العملية تساقطا ويساوي تقريبا المنطقة تحت دالة الكثافة الاحتمالية على المدى القصير ("سيغما القصيرة")، والعلاقات هي:[4]

| Cpk | مستوى سيغما (σ) | المساحة تحت دالة الكثافة الاحتمالية | إنتاجية العملية | سقوط العملية (من حيث DPMO / PPM) |
|---|---|---|---|---|
| 0.33 | 1 | 0.3085375387 | 30.85% | 691462 |
| 0.67 | 2 | 0.6914624613 | 69.15% | 308538 |
| 1.00 | 3 | 0.9331927987 | 93.32% | 66807 |
| 1.33 | 4 | 0.9937903347 | 99.38% | 6209 |
| 1.67 | 5 | 0.9997673709 | 99.9767% | 232.6 |
| 2.00 | 6 | 0.9999966023 | 99.99966% | 3.40 |

وعلى المدى الطويل، يمكن للعمليات التحول أو الانحراف إلى حد كبير (أكثر مخطط الرقابة شديدة الحساسية فقط للتغيرات في 1.5σ أو أعظم في عملية الإخراج)، لذلك مؤشرات القدرة العملية ليست قابلة للتطبيق لأنها تتطلب الضبط الإحصائي.
مثال
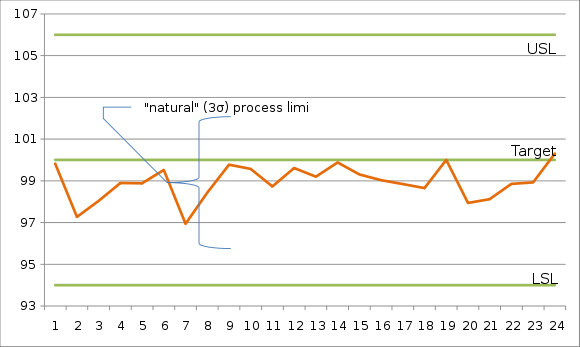
إذا و تشير التقديرات إلى أن 98.94 ميكرون و 1.03 ميكرون، على التوالي، ثم

| المؤشر |
|---|

![{\displaystyle {\hat {C}}_{pk}=\min {\Bigg [}{USL-{\hat {\mu }} \over 3{\hat {\sigma }}},{{\hat {\mu }}-LSL \over 3{\hat {\sigma }}}{\Bigg ]}=\min {\Bigg [}{106.00-98.94 \over 3\times 1.03},{98.94-94 \over 3\times 1.03}{\Bigg ]}=1.60}](https://wikimedia.org/api/rest_v1/media/math/render/svg/0e7d5c4dee8a69eed0db6fc9db3029aa0e2b6bfe)


يعبر عن قدرة العمليات حسابيا بواسطة معامل قدرة العملياتProcessCapability Index Cp. حيث:
Cp. =(USL– LSL) /6 s
حيث أن USL ,LSL هما الحد الأدنى والأعلى للمواصفات.
وS مجموع مربعات الانحراف ( التوزيعات التكرارية )
ويمكن تقسيم معامل القدرة Cp.إلى المستويات التالية:
المستوى الخاص حيث Cp. > 1,67 ويعبر عن جودة عالية.
المستوى 1,67 ³ Cp. > 1,33 يمثل جودة جيدة جدا ويمكن خفض مستوى الفحص.
المستوى 2 = Cp. ويعنى الوصول لمستوى 6 سيجما.
وتنخفض قيمة المعامل في حالات مختلفة مثل :
شكل منحنى التوزيع جيد ولكن المتوسط منحرف عن الوسط ( ناحية الحد الأعلى أو الأدنى ) للمواصفات.
القيم منحرفة عن الحد الأعلى والأدنى وكذلك المتوسط منحرف عن موقعه.
وبالتالي يمكن تعريف العملية القادرة بالعملية التي تقع كل قياساتها داخل حدود المواصفات المسموح بها.
يجب أن يكون عدد العينات كبير بدرجة كافية (خمسين عينة على الأقل).
قدرة العمليات العالية يقابلها تكلفة منخفضة( بالأخذ في الاعتبار تكلفة جودة المرفوض ).
المصادر
- "What is Process Capability?". NIST/Sematech Engineering Statistics Handbook. المعهد الوطني للمعايير والتقنية. مؤرشف من الأصل في 10 مارس 201822 يونيو 2008.
- Process Capability (Cp, Cpk) and Process Performance (Pp, Ppk) – What is the Difference? - تصفح: نسخة محفوظة 16 مايو 2016 على موقع واي باك مشين.
- Boyles, Russell (1991). "The Taguchi Capability Index". Journal of Quality Technology. 23 (1). [[ميلواكي (ويسكونسن)|]]: الجمعية الأمريكية للجودة. صفحات 17–26. ISSN 0022-4065. OCLC 1800135. مؤرشف من الأصل في 19 يناير 2018.
- "Sigma Conversion Calculator | BMGI.org". bmgi.org. مؤرشف من الأصل في 24 مارس 201717 مارس 2016.