L'écrouissage d'un métal est le durcissement d'un métal ductile sous l'effet de sa déformation plastique (déformation permanente)[1]. Ce mécanisme de durcissement explique en grande partie les différences de tenues et résistance entre les pièces métalliques obtenues par corroyage (c'est-à-dire par déformation plastique : laminage, tréfilage, forgeage) et les pièces de fonderie (simplement coulées dans un moule).
L'écrouissage ne se produit que sur les matériaux ductiles et dans le domaine plastique. Il concerne ainsi des élastomères, des verres et certaines céramiques, mais surtout les métaux, à l'exclusion :
- des métaux fragiles : les métaux à basse température (en dessous de la température de transition fragile-ductile) et les métaux non plastifiables (par exemple les aciers martensitiques et certaines fontes) ;
- des métaux présentant un comportement rhéologique : ceci exclut les vitesses de déformation très lentes (fluage) et les applications à haute température.
L'écrouissage correspond aux modifications que subit le métal lorsque les contraintes qui lui sont appliquées sont suffisamment fortes pour provoquer des déformations plastiques, permanentes. Ces modifications sont d'ordre métallurgique (modification de la structure interne du métal) et ont généralement une influence sur ses propriétés mécaniques.
Le terme d'écrouissage est également utilisé pour désigner une opération de transformation des propriétés mécaniques du matériau : celui-ci est sollicité et une fois la limite d'élasticité dépassée, il subsistera toujours une déformation rémanente dite déformation plastique. Les effets conférés au matériau sont d'une part une augmentation de la limite d'élasticité (par rapport au matériau initial) et de la dureté d'autre part ; le matériau devient aussi plus fragile. Suivant les métaux considérés, les propriétés mécaniques peuvent évoluer vers une augmentation de la résistance (cas des aciers alliés) jusqu'à un certain point (seuil de rupture), ou à l'inverse vers sa diminution (cas des aciers peu alliés).
Mise en évidence du phénomène
Écrouissage sur un essai de traction simple :
|
Si l'on tord un fil de fer (fléchit serait un terme plus exact), puis que l'on essaie de le redresser, on constate qu'il conserve une déformation à l'endroit de la déformation initiale : cet endroit s'est durci, et il devient difficile de déformer le fil à nouveau, dans l'autre sens.
Lorsque l'on achète du tube de cuivre pour la plomberie, on peut acheter deux nuances : du cuivre écroui, et du cuivre recuit.
- Le cuivre écroui se présente sous la forme de « barres » droites, de longueur limitée (typiquement de 1 à 4 m, pour pouvoir le transporter) ; il est très difficile à cintrer, il faut d'abord le chauffer avec un chalumeau pour le recuire. Sa dureté provient du procédé de fabrication, l'étirage : la déformation plastique importante permise par la ductilité du cuivre (presque pur) provoque un écrouissage important.
- Le cuivre recuit se présente sous la forme de rouleau (couronne) contenant typiquement 10 à 25 m de tube. Ce tube peut être déroulé et cintré facilement. Ce produit est plus cher que le cuivre écroui : il a subi un traitement supplémentaire (recuit) pour l'adoucir.
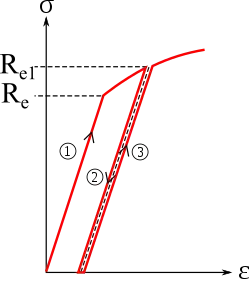
Si l'on considère un essai de traction simple (uniaxial), on peut mettre en évidence l'écrouissage en interrompant l'essai :
- Dans un premier temps, on étire l'éprouvette en dépassant la limite d'élasticité, mais sans aller jusqu'à la striction ;
- On annule l'effort, l'éprouvette se rétracte de manière élastique, suivant une droite dans le diagramme (ε, σ) ;
- Si l'on tire à nouveau sur l'éprouvette, il faut revenir à la contrainte de la fin de la première étape pour provoquer une nouvelle déformation irréversible ; la limite d'élasticité a donc augmenté.
Lois d'écrouissage
Lois classiques d'écrouissage :
|
La capacité d'un métal à s'écrouir est estimée par le coefficient d'écrouissage n : lors d'un essai de traction, on trace la courbe de traction rationnelle c'est-à-dire la courbe :
- σ = ƒ(ε)
où
- σ (MPa) est la contrainte réelle prenant en compte la diminution de l'aire de la section,
- F (N) étant la force de traction et S (mm2) l'aire réelle de la section droite ;
- ε est la déformation longitudinale prenant en compte le cumul des allongements infinitésimaux
- L0 (mm) étant la longueur initiale de l'éprouvette, et L (mm) la longueur sous charge.


Le taux d'écrouissage, ou taux de consolidation, est défini en chaque point comme étant la pente de la tangente à cette courbe[2] :
- dσ/dε
c'est le surplus d'effort dσ qu'il faut fournir pour obtenir une élongation supplémentaire dε.
Si ce taux est élevé, cela signifie que la contrainte σ croît rapidement lorsque la déformation ε augmente, c'est-à-dire que la force nécessaire pour continuer à étirer le métal augmente beaucoup.
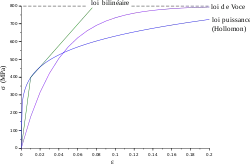
La courbe de traction peut être décrite par une loi empirique. Si l'on considère que l'on n'a pas de comportement visqueux, alors la loi est indépendante de la vitesse de déformation. On utilise en général trois types de lois[3] : la loi d'Hollomon (ou loi en puissance), la loi de Ludwik et la loi de Voce :
- loi de Zener-Hollomon : σ = k⋅εn ;
- loi de Ludwik : σ = σ0 + k⋅εn ;
où n est le coefficient d'écrouissage ; sa valeur est typiquement entre 0,1 et 0,5.
La loi de Voce s'écrit :
- σ = σ0⋅(1 - e-Aε)
où σ0 est la contrainte de saturation. On peut aussi utiliser une loi de Voce plus complexe :
- .

où σs est une contrainte seuil.
Si l'on ne s'intéresse qu'aux faibles déformations plastiques, on utilise souvent une loi bilinéaire.
Concentration de contraintes et écrouissage local
Lorsque la pièce comporte une variation de section ou un défaut — cavité, inclusion (précipité) plus dur ou moins dur que le reste du matériau, angle vif rentrant, fond d'entaille — il peut se produire localement une concentration de contraintes. Alors que l'on pense être dans le domaine élastique, on entre localement dans le domaine plastique.
Il peut donc se produire un écrouissage local. Ce phénomène est une des principales causes de la naissance de fissures dans les phénomènes de fatigue.
Mécanismes d'écrouissage
Multiplication des dislocations
La déformation plastique d'une pièce métallique se fait par le mouvement des dislocations. Au cours de la déformation, ces dislocations se multiplient selon le mécanisme de Frank et Read.
Or, les dislocations se gênent mutuellement : si elles sont dans le même plan de glissement, elles s'attirent ou se repoussent, limitant leurs propagations et, si elles sont dans des plans orthogonaux, elles s'épinglent mutuellement (phénomène des « arbres de la forêt »)[4]. Donc plus il y a de dislocations, plus il y a de déformations possibles, mais moins les dislocations sont mobiles car elles se gênent.
La perte de mobilité des dislocations entraîne une élévation de la limite d'élasticité, donc de la dureté, ce qui constitue l'écrouissage.
Si l'on change la direction de la déformation plastique, l'écrouissage peut aussi à l'inverse abaisser la limite d'élasticité : c'est l'effet Bauschinger.
Effet Bauschinger
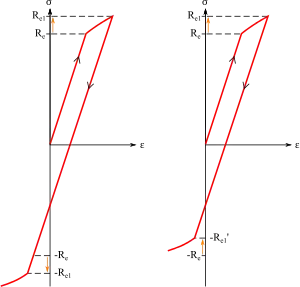
La gêne mutuelle des dislocations implique un durcissement « isotrope » : la limite d'élasticité s'accroît quel que soit le sens de déformation.
L'effet Bauschinger (qui doit son nom au physicien Johann Bauschinger) est l’altération anisotrope de la limite d'élasticité d’un métal (polycristallin) ou d'un alliage consécutif à un premier chargement au-delà de la limite d'élasticité vierge (nominale)[5],[6]. Ce phénomène est essentiel pour comprendre le phénomène de fatigue, et la dégradation des performances des matériaux sous chargements alternés. Il s'agit d'un modèle d'écrouissage cinématique (voir ci-dessous).
Si l’on déforme un métal dans une direction donnée de telle façon que cela développe une déformation résiduelle permanente (plastification), puis qu'on le déforme en sens inverse dans la même direction, on observe que la limite d'élasticité a diminué.
On explique ce phénomène par la distribution de dislocations (défauts linéaires résultant de la déformation plastique) dans les métaux formés à froid : au cours de la déformation, les dislocations se multiplient le long des joints de grain et s'enchevêtrent. Selon la structure résultant du formage à froid, on distingue généralement deux mécanismes dans l'effet Bauschinger :
- La présence de contraintes résiduelles locales favorise le développement des dislocations dans la direction de contre-charge, ce qui abaisse la limite élastique. La concentration de dislocations aux joints de grain et la formation de boucles d'Orowan autour des précipités durs sont les deux causes essentielles de ces contraintes résiduelles.
- Lorsque la direction de déformation est inversée, le mécanisme de plastification engendre des dislocations qui ont un vecteur de Burgers opposé à celui des dislocations précédentes. Les dislocations ont donc tendance à s'annuler, ce qui diminue la limite élastique.
Au total, la contrainte d'écoulement dans la direction de contre-charge est moindre que si l'on avait rechargé le matériau dans le même sens qu'à la première charge.
Cas d'états de contrainte planes ou triaxiales
Contrainte équivalente
Dans la plupart des cas réels, l'état de contrainte en un point donné de la pièce doit être décrit non pas par une seule valeur de contrainte, mais par six valeurs formant un tenseur symétrique :

Dans le cas général, on peut trouver un repère orthonormé direct dans lequel ce tenseur s'exprime par une matrice diagonale, les trois contraintes étant appelées contraintes principales :

Si aucune de ces contraintes n'est nulle, on parle d'état de contrainte « triaxial ». Si une des contraintes principales est nulle, on parle d'état de contrainte « biaxial » ou « plan », et si une seule contrainte principale n'est pas nulle, on parle d'état de contrainte « uniaxial ».
L'essai de traction présenté ci-dessus correspond à un état de contrainte uniaxial. Dans cette situation, l'état de contrainte est donc représenté par un unique scalaire σ ; le critère de plasticité s'écrit
- σ > Re
et l'écrouissage correspond à une élévation de la limite d'élasticité Re.
Dans le cas d'un état de contrainte bi- ou triaxial, le critère de plasticité fait en général intervenir une contrainte équivalente σeqv qui est un scalaire calculé à partir des composantes du tenseur des contraintes. On utilise en général deux contraintes équivalentes[7] :
- la contrainte de Tresca, ou contrainte de cisaillement maximale :
σeqv = max(|σI - σII|, |σII - σIII|, |σIII - σI|) = maxi ≠ j(|σi - σj |) ; - la contrainte de von Mises, ou contrainte d'énergie de distorsion :
![{\displaystyle \sigma _{\mathrm {eqv} }={\sqrt {{\frac {1}{2}}[(\sigma _{\mathrm {I} }-\sigma _{\mathrm {II} })^{2}+(\sigma _{\mathrm {II} }-\sigma _{\mathrm {III} })^{2}+(\sigma _{\mathrm {III} }-\sigma _{\mathrm {I} })^{2}]}}}](https://img.franco.wiki/i/9dc666ab86b5399a3318162dfee939c081211d9e.svg)
Le critère de plasticité s'écrit alors
- σeqv > Re
Dans l'espace des contraintes principales (σI, σII, σIII), la frontière σeqv = Re est une surface :
- dans le cas de la contrainte de Tresca, c'est un prisme à base hexagonale et de longueur infinie ;
- dans le cas de la contrainte de von Mises, c'est un cylindre de révolution et de longueur infinie.
L'écrouissage correspond alors à une déformation de cette surface frontière.
Dans le cas d'un état de contrainte bi-axial, on peut se contenter d'une représentation bi-dimensionnelle (σI, σII), la frontière est alors une courbe : un hexagone pour Tresca, une ellipse pour von Mises.
Modèle d'écrouissage isotrope ou cinématique
Représentation de l'écrouissage pour un état de contraintes planes :
Les schémas de gauche utilisent le critère de von Mises, les schémas de droite le critère de Tresca. |
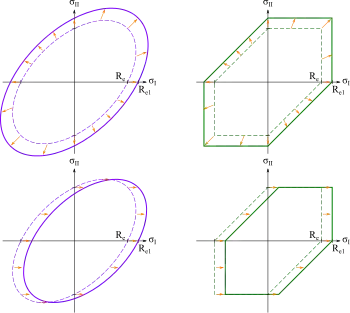
On utilise en général deux modèles d'écrouissage[8].
Dans le premier modèle, dit modèle « isotrope », l'écrouissage correspond à une dilatation de la surface frontière par une homothétie centrée en (0, 0, 0). Cela signifie qu'il y a un durcissement quelle que soit la direction de déformation.
Dans le deuxième modèle, dit « cinématique », la surface frontière ne se déforme pas mais est translatée. Cela signifie qu'il y a un durcissement dans certaines directions, mais une adoucissement dans d'autres directions. Cela correspond à l'effet Bauschinger.
Restauration et recristallisation
La restauration et la recristallisation sont des phénomènes ayant pour effet d'annuler l'écrouissage. Ils sont activés thermiquement ; ils surviennent au cours de traitement thermiques, en particulier de recuits.
La recristallisation ne peut avoir lieu que lorsque l'écrouissage est suffisant : le moteur de la transformation est la quantité d'énergie de déformation élastique « stockée » dans les dislocations. Dans certains cas, lorsque la vitesse de déformation est suffisante (pour un métal et une température donnés), la restauration et la recristallisation peuvent survenir en même temps que l'écrouissage : on parle de restauration et recristallisation dynamiques.
Notes et références
- ↑ Informations lexicographiques et étymologiques de « Écrouissage » dans le Trésor de la langue française informatisé, sur le site du Centre national de ressources textuelles et lexicales.
- ↑ PABC 2002, p. 783.
- ↑ PABC 2002, p. 787-788.
- ↑ PABC 2002, p. 463-467.
- ↑ François Frey, Analyse des structures et milieux continus : Mécanique des structures, vol. 2, Lausanne, PPUR, coll. « Traité de génie civil de l'École polytechnique fédérale de Lausanne », , 2e éd. (lire en ligne), « 7.2.3 Effet Bauschinger », p. 104.
- ↑ PABC 2002, p. 915-916.
- ↑ PABC 2002, p. 789-791.
- ↑ PABC 2002, p. 791-792.
- Cet article est partiellement ou en totalité issu de l'article intitulé « Effet Bauschinger » (voir la liste des auteurs).
Voir aussi
Bibliographie
- Bibliographie générale
- [PABC 2002] J. Philibert, A. Vignes, Y. Bréchet et P. Combrade, Métallurgie, du minerai au matériau, Paris, Éditions Dunod, , 2e éd., 1177 p. (ISBN 978-2-10-006313-0), p. 781-794, 798-800, 822-829, 915-916
- J.-L. Fanchon, Guide des sciences et technologies industrielles, Paris, Afnor, Nathan, , 592 p. (ISBN 978-2-09-178761-9 et 2-12-494112-7, OCLC 47854031, présentation en ligne), p. 144
- Effet Bauschinger
- (de) Johann Bauschinger, « Über die Veränderung der Elastizitätsgrenze und die Festigkeit des Eisens und Stahls durch Strecken und Quetschen, durch Erwärmen und Abkühlen und durch oftmals wiederholte Beanspruchungen », Mitthilungen aus dem Meschanich-Teschnichen Laboratorium der K. Teschnichen Hochschuhlen, Munich, Theodor Ackermann, vol. 13, (lire en ligne)
- J. Lemaitre J.-L. Chaboche, Mécanique des matériaux solides, Paris, Dunod, , 544 p. (ISBN 2-04-018618-2), « 3.7 caractérisation de l'écrouissage », p. 110
- Norman E. Dowlings, Mechanical behavior of materials, Englewood Cliffs (NJ), Prentice Hall, , 780 p. (ISBN 0-13-026956-5), « 12. Plastic deformation and models for materials », p. 547-48
Articles connexes
- Critère de plasticité
- Galetage
- Grenaillage
- Matage (mécanique)
- Roulage (technique)
- Recuit
- Recuit thermique rapide
Liens externes
- Notice dans un dictionnaire ou une encyclopédie généraliste :