
Un haut fourneau[note 1] est une installation industrielle destinée à simultanément désoxyder et fondre les métaux contenus dans un minerai, par la combustion d'un combustible solide riche en carbone. En général[note 2], le haut fourneau transforme du minerai de fer en fonte liquide, en brûlant du coke qui sert à la fois de combustible et d'agent réducteur. Bien que la fonte produite soit un matériau à part entière, cet alliage est généralement destiné à être affiné dans des aciéries.
Le haut fourneau produit de la fonte en fusion, par opposition au bas fourneau, qui produit une loupe de fer solide. Il en est pourtant une évolution directe, mais il ne s'est généralisé que lorsqu'on a su valoriser la fonte produite. Ainsi, la Chine développe dès le Ier siècle l'usage du haut fourneau en même temps que la fonderie. L'Occident ne l'adopte qu'après le XIIe siècle, avec la mise au point des méthodes d'affinage de la fonte en acier naturel. C'est là qu'il évolue vers sa forme actuelle, la généralisation du coke et du préchauffage de l'air de combustion contribuant à la première révolution industrielle.
Devenu un outil géant, sans que son principe fondamental ne change, le haut fourneau est maintenant un ensemble d'installations associées à un four. Malgré l'ancienneté du principe, l'ensemble reste un outil extrêmement complexe et difficile à maîtriser. Son rendement thermique et chimique exceptionnel lui a permis de survivre, jusqu'au début du XXIe siècle, aux bouleversements techniques qui ont jalonné l'histoire de la production de l'acier.
Qu'il soit « cathédrale de feu » ou « estomac »[SF 3], le haut fourneau est aussi un symbole qui résume souvent un complexe sidérurgique. Il n'en est pourtant qu'un maillon : situé au cœur du processus de fabrication de l'acier, il doit être associé à une cokerie, une usine d'agglomération et une aciérie, usines au moins aussi complexes et coûteuses. Mais la disparition de ces usines, régulièrement annoncée au vu des progrès de l'aciérie électrique et de la réduction directe, n'est pourtant toujours pas envisagée.
Histoire
Éléments étymologiques
Du point de vue du lexique, l'histoire du mot devance en quelque sorte l'histoire de l'objet. On rencontre en effet « haut fourneau » dès le XVe siècle, mais jusqu'au XIXe siècle, cette appellation côtoie régulièrement d'autres appellations comme « fourneau », « fourneau à fer », « fourneau de fusion », « grand fourneau », « fourneau élevé », etc. Ces noms renvoient tous à un fourneau de coulée par opposition au bas fourneau à loupe. Mais les hauteurs, qui varient de 5 à 20 mètres, ne déterminent pas le nom. Dans les relevés, nombre de fourneaux sont en effet plus hauts que des hauts fourneaux[SF 4]. Ce n'est qu'au milieu du XIXe siècle, que l'objet rejoint le nom. Comme l'écrit Roland Eluerd : « Poli par quatre siècles d'histoire, le nom haut fourneau pouvait devenir le pur symbole de la modernité, superbe présent du passé au vocabulaire d'une sidérurgie où le fourneau, dressé à plus de quarante mètres, véritable signal de l'entreprise, deviendrait incontestablement le haut fourneau[2]. »
Le français correspond ainsi avec l'appellation Hochofen issue du francique. À l'inverse, le mot anglais blast furnace se réfère à une caractéristique fondamentale du haut fourneau, l'injection forcée de l'air de combustion, le « vent ».
Le bas fourneau

Le premier outil de réduction du minerai a été le bas fourneau. Dans sa forme la plus primitive, appelée « bas foyer », c'est un trou dans le sol d'environ 30 cm de diamètre, rempli de charbon de bois et de minerai. Le feu est généralement attisé au moyen d'un soufflet construit comme une outre en cuir. Au bout d'une dizaine d'heures, on démolit le four et récupère une loupe incandescente, de la taille du poing, mélange hétérogène de fer plus ou moins réduit et de scories[J 1],[SF 5]. Bien que la température atteinte, entre 700 et 900 °C, y soit suffisante pour la réduction du minerai de fer, c'est loin de la température de fusion du fer, de 1 535 °C[3].
L'évolution vers le bas fourneau « classique » consiste à surélever la construction et à la doter d'une ouverture latérale à sa base pour faciliter l'alimentation en air. Une courte cheminée facilite le rechargement du four pendant son fonctionnement, tout en activant le tirage. Des températures de 1 000 à 1 200 °C sont ainsi atteintes et les scories, devenues liquides, peuvent être extraites par l'ouverture[4].
La teneur en fer de ces scories, appelées laitier, diminue lorsque la température augmente. On attise alors le feu en renforçant le tirage naturel par augmentation de la hauteur en adossant, par exemple, la construction à un talus. De même, des soufflets permettent une alimentation en air plus efficace et mieux contrôlée. Ces « fourneaux à tirage naturel » et « à soufflets »[SF 6] produisent une loupe pesant de quelques kilogrammes à plusieurs quintaux à l'issue d'une campagne de 4 à 20 heures. Cette loupe est immédiatement débarrassée des morceaux de charbon et du laitier par un cinglage alterné avec plusieurs réchauffages, et finalement forgée pour obtenir les objets souhaités[J 2]. En Europe occidentale, ces installations et les forges attenantes, dites « renardières »[SF 7], restent répandues jusqu'au XVIIIe siècle. Elles emploient alors de 5 à 10 hommes, la capacité des bas fourneaux de cette époque se situant à environ 60 à 120 t de loupes par an, et consomment 270 kg de charbon de bois pour 100 kg de fer[J 3].
Le Japon importe le bas fourneau du continent vers le VIIIe siècle. La technique y est perfectionnée jusqu'à aboutir, au XVe siècle, au tatara. La configuration du four change suivant le produit recherché : les tataras hauts de 0,9 à 1,2 m sont destinés à la fabrication de l'acier ; au-delà de 1,2 m ils produisent de la fonte blanche qui n'est extraite du four qu'après sa solidification. La faible perméabilité des sables ferrugineux utilisés limite la hauteur à 1,6 m, et bloque donc l'évolution vers le haut fourneau. Utilisé jusqu'au début du XXe siècle, le tatara, dans sa forme finale, consiste en une structure industrielle pérenne, dédiée à l'exploitation d'un four en forme de grande baignoire, et produisant quelques tonnes de métal au cours d'une campagne d'environ 70 heures, durée à laquelle on doit ajouter la construction du four[5],[J 4].
En Afrique, les traces les plus anciennes de fours sidérurgiques sont des loupes de fer et de carbone découvertes en Nubie (notamment à Méroé) et à Aksoum, et datées de 1000 – 500 av. J.-C.[6],[7]. Des bas fourneaux à tirage naturel sont utilisés sur ce continent jusqu'au début du XXe siècle. Certains, d'une hauteur de 1 à 3 m, sont aménagés dans des termitières convenablement évidées et dans lesquelles on édifie un fourneau en argile. Des tuyères en céramique insérées à la base du fourneau permettent une alimentation adéquate en air. Au bout d'environ vingt heures, on récolte une loupe grosse comme un ballon de football. De tels bas fourneaux, typiques du pays de Bassar au Togo, utilisent le minerai très pur de Bandjéli[J 1].
Invention du haut fourneau
En Chine
Les Chinois commencent à faire fondre le fer dès le Ve siècle av. J.-C., durant la période des Royaumes combattants[8] pendant laquelle les outils agricoles et les armes en fonte deviennent très répandus, tandis que les fondeurs du IIIe siècle av. J.-C. emploient des équipes de plus de deux cents hommes[9].
Le fer, issu d'une loupe obtenue au bas fourneau, est alors fondu dans des fours semblables au cubilot. Mais lorsque le fer chaud entre au contact avec le charbon de bois, il absorbe le carbone contenu dans le combustible jusqu'à s'en saturer. On obtient alors de la fonte, plus facile à fondre que le fer[note 3], homogène et débarrassée des impuretés présentes dans la loupe. Les Chinois développent l'élaboration de tous les composés du fer : outre l'affinage et le mazéage de la fonte[note 4], on fabrique au Ier siècle av. J.-C. de l'acier en mélangeant du fer et de la fonte[12],[10].
En 31 ap. J.-C., le Chinois Du Shi améliore la ventilation avec l'utilisation de la force hydraulique pour mouvoir le soufflet[13]. La combustion est plus vigoureuse et les premiers hauts fourneaux, qui produisent de la fonte directement à partir du minerai, apparaissent en Chine au Ier siècle, pendant la dynastie Han[9],[14]. Ces hauts fourneaux primitifs sont construits en argile et utilisent un additif, une « terre noire » contenant du phosphore[note 5] (peut-être la vivianite[10]) comme fondant[15]. L'amélioration de Du Shi permet aussi à l'air de combustion de traverser une charge plus haute et les fours atteignent alors des dimensions imposantes : des restes d'un creuset ovale de 2,8 × 4 m posé sur un socle de terre de 12 × 18 m, avec des vestiges d'installations périphériques (rigole, mécanisme de hissage du minerai, soufflets, etc.) ont été retrouvés[16]. Cet accroissement de taille, caractéristique du « haut » fourneau, contribue à l'obtention d'une température plus importante[note 6].
Durant la dynastie Han, la technique se développe, l'industrie du fer est même nationalisée[SF 8]. L'usage des hauts fourneaux et des cubilots reste répandu pendant les dynasties Tang et Song[18]. Au IVe siècle, l'industrie chinoise du fer limite la déforestation en adoptant la houille pour fondre le fer et l'acier. Cependant, si les procédés mis au point garantissent l'absence de contamination du métal par le soufre contenu dans la houille, il n'y a pas de traces d'un usage combiné de la houille avec le haut fourneau. En effet, seul le charbon de bois a une qualité compatible avec l'utilisation au haut fourneau, car il doit être en contact avec le minerai pour pouvoir jouer son rôle d'agent réducteur[19],[20].
Au XIXe siècle, ces hauts fourneaux ont la forme d'un tronc de cône renversé, de 2 m de haut, d'un diamètre interne évoluant de 1,2 à 0,6 m du sommet vers la base. Les murs sont en argile et renforcés d'un treillis en fer. La sole peut être inclinée d'environ 30° pour une récolte plus commode de la fonte. Il est chargé avec de la limonite ou du minerai de fer houiller et, selon la construction, avec du charbon de bois ou du coke. Le vent est injecté par une soufflante à pistons. Un tel appareil produit alors de 450 à 650 kg de fonte par jour, avec une consommation de 100 kg de coke pour 100 kg de fer produit[J 5].
Cette technologie ne disparaît qu'au début du XXe siècle. On retrouve vers 1900 un haut fourneau similaire dans le Bulacan, aux Philippines[J 6]. Plus tard encore, le « haut fourneau dans la cour » prôné par Mao Zedong pendant le Grand Bond en avant est de ce type. L'expérience n'est un échec technique que dans les régions où le savoir-faire n'existe pas, ou a disparu.
En Europe
Le bas fourneau est, pendant tout le Moyen Âge, un procédé nomade, qu'on édifie en fonction des affleurements de minerai et de la disponibilité du combustible[F 1] mais, au début du XIIIe siècle, des fourneaux plus efficaces apparaissent. Ceux-ci, en utilisant l'énergie hydraulique pour souffler l'air de combustion, deviennent plus gros et valorisent mieux le combustible. Ces « fours à masse » sont des bas fourneaux dont la cuve est conservée : l'extraction de la loupe se fait par une grande ouverture à la base du four. Un exemple abouti de ce type de four est le Stückofen[note 7],[21], de section carrée et maçonné, qui s'élève à 4 m au Moyen Âge, jusqu'à atteindre 10 m au XVIIe siècle pour ceux de Vordernberg en Styrie, alors un centre de production de fonte d'Europe centrale[J 7]. Capables d'atteindre des températures de l'ordre de 1 600 °C, ces fours pouvaient fondre partiellement ou totalement le métal. Appelés dans ce dernier cas Flussofen (c'est-à-dire « fours à fondre »), ce sont d'authentiques hauts fourneaux produisant de la fonte en fusion[SF 9].

Cette évolution, du bas fourneau vers un four à masse si élaboré qu'il peut produire de la fonte en fusion, se produit en Europe en divers endroits, du XIIe au XVe siècle[SF 10]. Le lieu et la date précise d'apparition des premiers hauts fourneaux ne sont pas encore établis avec certitude : les plus anciens hauts fourneaux européens attestés sont des vestiges de Lapphyttan, en Suède, où le complexe a été actif de 1150 à 1350[22],[23]. À Noraskog, dans la paroisse suédoise de Järnboås, on a aussi trouvé des traces de hauts fourneaux encore plus anciens, datant peut-être de 1100[24]. En Europe continentale, des fouilles ont mis au jour des hauts fourneaux en Suisse, dans la vallée de Dürstel, près de Langenbruck, et datés entre les XIe et XIIIe siècles[25]. On a aussi identifié en Allemagne un four produisant de la fonte en fusion (un Flussofen) dans la vallée de la Kerspe daté de 1275[26] et, dans le Sauerland, des hauts fourneaux originaux[note 8] et datés du XIIIe siècle[27]. Enfin, en France et en Angleterre, les cisterciens étudient et propagent les meilleures technologies métallurgiques : l'efficacité de leur fours à masse s'avère très proche de celle d'un haut fourneau[28],[29].
Une transmission de la technologie de la Chine vers l'Europe est envisageable mais n'a jamais été démontrée. Au XIIIe siècle, Al-Qazwini note la présence d'une industrie du fer dans les monts Elbourz au sud de la mer Caspienne, dont les techniques auraient pu arriver par la route de la soie[30]. Cette technologie aurait pu alors rayonner vers l'Europe, vers la Suède, suivant la route commerciale des Varègues (Rus') le long de la Volga, ou vers le Nord de l'Italie où, en 1226, Le Filarète décrit un procédé en deux temps à Ferriere[30], avec un haut fourneau dont la fonte était coulée deux fois par jour dans de l'eau pour en faire un granulé[31].
S'il est plus probable que le haut fourneau soit apparu en Scandinavie et ailleurs indépendamment des inventions chinoises[23], la généralisation du haut fourneau en Europe s'amorce dans les Pays-Bas bourguignons entre Liège et Namur au milieu du XIVe siècle[32]. C'est la mise au point d'un procédé efficace d'affinage de la fonte, la « méthode wallonne », qui permet la production massive d'acier naturel[21]. De là, les hauts fourneaux se répandent en France, dans le pays de Bray (Normandie), puis en Angleterre, dans le Weald (Sussex)[33].
Au XVIe siècle, les besoins de l'artillerie, dopés par le succès du canon à la bataille de Marignan, vont accélérer la création de grandes forges chauffées au bois. 20 à 30 sont construites tous les ans, s'ajoutant aux 460 déjà existantes. En 1546, François 1er doit en réduire le nombre pour limiter la destruction des forêts. Des bassins se dessinent, spécialistes de cette activité. Liège devient le centre métallurgique de l'Europe[34].
En effet, contrairement aux Chinois, si « les Européens ont fait de la fonte en Suède vers le XIIIe siècle, ils ne l'ont pas employée pour faire des moulages. Nous n'avons ni pots, ni poêles (pour la cuisson), ni cloches, ni plaques de foyer datant de cette époque[23]. » Outre la mise au point de méthodes d'affinage de la fonte (méthodes wallonne, champenoise, osmond, etc.), l'activité devient de plus en plus capitalistique. Les besoins en bois et en minerai, ainsi que la disponibilité de l'énergie hydraulique, sont critiques. En 1671, les bas fourneaux de Putanges, en Basse-Normandie, sont vendus en bloc pour 500 livres, pour être remplacés par un haut fourneau loué 1 200 livres par an[F 2]. Cette contrainte explique la survivance de bas fourneaux perfectionnés, comme la forge catalane qui, en France, ne disparaît qu'au début du XIXe siècle, lorsque le procédé Thomas se généralise[G 1].
Haut fourneau moderne
Fonte au coke
La production de fonte, comme sa conversion en fer, reste très contrainte par ses besoins en bois. La consommation de combustible est considérable : pour obtenir 50 kg de fer par jour, il faut quotidiennement 200 kg de minerai et 25 stères de bois ; en quarante jours, une seule charbonnière déboise une forêt sur un rayon de 1 km[35],[F 1]. Ceci ne pose pas de problème tant que les défrichages sont utiles au développement de l'agriculture, mais au XIIIe siècle une limite est atteinte : les forêts gardent un rôle nourricier important, le bois est indispensable à la construction et au chauffage et la noblesse tire des revenus de l'exploitation forestière[36],[37]. Dès lors, la coupe du bois devient de plus en plus règlementée[36].
Le charbon, comme combustible et agent réducteur, avait été adopté par les Chinois durant la période des Royaumes combattants au IVe siècle av. J.-C.[8]. Bien qu'ils aient mis au point un fourneau au charbon où ce combustible n'entrait pas en contact avec le fer[11], et que la houille ait été largement utilisée en complément du bois dans les forges au XVIIIe siècle, le remplacement du charbon de bois par cette roche dans un haut fourneau ne donnait que des fontes de mauvaise qualité[F 3].
En effet, la houille contient des éléments qui, faute de post-traitement approprié (le mazéage), modifient la qualité de la fonte. Le silicium, en limitant la solubilité du carbone dans le fer, provoque la formation de lamelles de graphite qui affaiblissent le métal[L 1]. Le soufre est plus problématique : il est un élément fragilisant et affaiblissant dès que sa teneur dépasse 0,08 %[SF 11]. Lorsqu'il se combine au manganèse, fréquent dans les minerais de fer, il dégrade considérablement les qualités des aciers[L 1]. Contrairement au cas du silicium, l'extraction du soufre dissous dans la fonte liquide est difficile car il ne peut être consumé par de l'air.
Abraham Darby réalise en 1709 la première coulée de fonte au coke[note 9], dans le petit haut fourneau de Coalbrookdale qu'il avait loué[J 8],[38] :
« Il lui vint à l'esprit qu'il était envisageable de fondre le fer dans le haut fourneau avec du charbon de terre, et, de là, il tenta premièrement d'utiliser du charbon brut, mais cela ne marcha pas. Il ne se découragea pas, transforma le charbon en cendre, comme cela est fait avec le touraillage du malt, et obtint enfin satisfaction. Mais il découvrit qu'une seule sorte de charbon de terre était la mieux adaptée[note 10] à la fabrication de fer de bonne qualité[38]… »
— T. S. Ashton, Iron and Steel in the Industrial Revolution
Communiquant très peu sur les détails du procédé[40], les Darby améliorent continuellement le procédé et la qualité de la fonte produite. Vers 1750, Abraham Darby II parvient à convertir sa fonte au coke en acier de bonne qualité[38]. Mais, avant la généralisation du puddlage au début du XIXe siècle, il n'existe alors pas de procédé capable de convertir toute la fonte produite[E 1]. L'adoption de la fonte moulée pour la fabrication d'objets résistants et bon marché est un élément clé de la révolution industrielle[41],[42].
La généralisation du coke est lente, à la fois en raison de sa qualité souvent médiocre et des réticences de certains maîtres de forges, mais également à cause du protectionnisme pratiqué par les pays producteurs (France, Allemagne…) vis-à-vis de l'expansion de la sidérurgie britannique[F 4]. En 1760, le Royaume-Uni ne compte encore que 17 hauts fourneaux au coke mais 20 ans plus tard, le nouveau procédé s'y est généralisé[43].
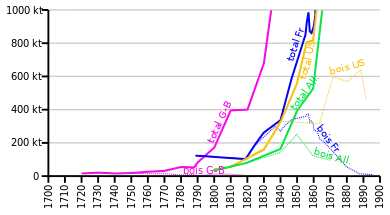
En effet, s'affranchissant de la faible disponibilité du charbon de bois, la production de fonte britannique explose. En 1809, un siècle après l'invention de la fonte au coke, la production annuelle atteint 400 000 tonnes, alors que celle de fonte au charbon de bois oscille entre 15 000 et 25 000 tonnes sur cette même période. Après cette date, les hauts fourneaux au charbon de bois disparaissent du pays[43], alors qu'en France et en Allemagne, la production au coke est encore très marginale malgré quelques essais encourageants (en 1769 à Hayange[40] et en 1796 à Gleiwitz[E 1]). Mais dès la fin des guerres avec l'Angleterre, le procédé se développe sur le continent[40]. La sidérurgie américaine, quant à elle, moins contrainte par la disponibilité en bois, développera l'usage de l'anthracite, abondant en Pennsylvanie, avant de l'abandonner progressivement au profit du coke[44].
Au XIXe siècle, l'utilisation du coke permet un changement radical dans la technique. Outre la disponibilité de ce combustible, sa résistance à la compression à haute température permet de conserver une bonne perméabilité au gaz réducteur[45]. La hauteur des hauts fourneaux atteint alors vingt mètres, ce qui améliore significativement le rendement thermique. L'augmentation de taille modifie aussi l'aspect du four : l'ancienne architecture pyramidale en maçonnerie est remplacée par une construction plus légère et plus solide en fer. Mieux refroidi, le revêtement réfractaire dure aussi plus longtemps[T 1].
En raison de sa qualité, la fonte au charbon de bois survit cependant, avec des productions très faibles. Bessemer, lors de la mise au point de son procédé, le dédie à l'affinage de fontes suédoises au charbon de bois[46]. Au début du XXIe siècle, on rencontre encore quelques hauts fourneaux au charbon de bois d'eucalyptus, essentiellement au Brésil[47].
Vent chaud
Doper la productivité du haut fourneau en y insufflant un vent préchauffé est une démarche logique : pendant la dynastie Han (206 av. J.-C. à 220 apr. J.-C.), les Chinois faisaient passer l'alimentation en vent au-dessus du gueulard pour y récupérer la chaleur[48].
Pourtant, la technique se perd. Il faut attendre 1799 pour qu'un ingénieur nommé Seddeger défende l'idée, et qu'un autre, Leichs, la valide par des expériences de 1812 à 1822[49]. Mais, en 1828, lorsque l'Écossais Neilson en brevette le principe, ces recherches sont accueillies avec un certain scepticisme[50] :
« Sa théorie était en total désaccord avec la pratique établie, qui privilégiait un air le plus froid possible, l'idée communément admise étant que la froideur de l'air en hiver expliquait la meilleure qualité de la fonte alors produite. À partir de ce constat, les efforts des maîtres de forges s'étaient toujours dirigés vers le rafraîchissement de l'air insufflé, et divers expédients avaient été inventés dans ce but. Ainsi les régulateurs étaient peints en blanc, on passait l'air sur de l'eau froide et dans quelques cas, les pipes d'injection avaient même été entourées de glace. Quand donc Neilson proposa d'inverser entièrement le processus et d'employer de l'air chaud au lieu du froid, l'incrédulité des maîtres de forges est facilement imaginable[50]… »
— R. Chambers, Biographical Dictionary of Eminent Scotsmen
En effet, personne n'avait alors compris que l'avantage de l'air froid réside uniquement dans le fait qu'il est plus sec[51]. Mais Neilson, qui est un industriel, convainc les directeurs de la Clyde Iron Works de réaliser quelques essais en 1829, qui s'avèrent encourageants[50]. Il y devient vite capable d'atteindre 150 °C et, trois ans plus tard, Calder Works met en œuvre un air à environ 350 °C[49].
Même en tenant compte de la consommation en combustible du réchauffeur[L 2], de type tubulaire[G 2], la chaleur apportée permet une économie globale de coke[note 11] pouvant atteindre un tiers tout en diminuant sensiblement la teneur en fer du laitier[53]. Enfin, alors que les chercheurs débattent de l'influence du vent chaud sur le comportement chimique et physique, les industriels comprennent vite que limiter les besoins en coke permet à la fois de mettre plus de minerai dans la même cuve et de diminuer la quantité de cendres à évacuer[T 3]. À l'inverse de l'usage du coke, qui avait mis presque un siècle à supplanter le charbon de bois, le procédé est rapidement adopté[note 12].
Malgré les évolutions ultérieures, l'allure générale du four a si peu changé qu'on l'appelle encore aujourd'hui « cowper ».
Un avantage de l'appareil de Neilson est qu'il se contente de charbon de qualité médiocre[T 5]. Cependant, le pouvoir calorifique des gaz de haut fourneau, qui s'enflamment spontanément en sortant du gueulard, n'avait échappé à personne : dès 1814, le Français Aubertot les récupérait pour chauffer quelques fours annexes de son usine[T 6]. En effet, ces gaz contiennent une faible proportion (environ 20 % à l'époque) de monoxyde de carbone, un gaz toxique mais combustible[T 7]. En 1837, l'Allemand Faber du Faur met au point le premier réchauffeur d'air fonctionnant au gaz de haut fourneau[L 3].
Il reste encore à mettre au point une installation de captation de gaz au gueulard qui n'interfère pas avec le chargement des matières. Faber du Faur prélève ces gaz avant que ceux-ci ne sortent de la charge, par des ouvertures ménagées dans l'épaisseur de la cuve, et les collecte dans une conduite annulaire. Les charges qui se trouvent au-dessus de ces ouvertures servent alors de fermeture[L 3]. En 1845, James Palmer Budd en brevette une amélioration, en prélevant les gaz sous le gueulard[T 8]. Enfin, en 1850, apparaît à Ebbw Vale le système de fermeture du gueulard avec une cloche, qui s'impose progressivement[T 9].
Ces gaz, qui ont traversé la charge, doivent être dépoussiérés pour ne pas colmater les fours : des pots à poussière, des cyclones et des filtres épurent ces fumées jusqu'à des teneurs en poussières de quelques milligrammes par normo mètre cube[T 10]. Ces installations tiennent compte des contraintes liées à la gestion d'un gaz toxique produit en grandes quantités[L 4].
Cependant, au-delà de 400 °C, même les meilleures chaudières métalliques se dégradent rapidement. Pour encourager le développement d'un réchauffeur efficace, Neilson se contente d'une modeste redevance d'un shilling par tonne produite avec son procédé[note 13].
Si un appareil de briques réfractaires permet des fonctionnements à des températures plus élevées, la faible conductivité thermique du matériau amène à un fonctionnement fondé sur l'accumulation et la restitution de chaleur au lieu de la conduction[L 5]. Fort de ce constat, l'ingénieur britannique Cowper dépose en 1857 un brevet[SF 13]. Les premiers essais démarrent dès 1860, aux usines de Clarence[G 3] et permettent de dépasser 750 °C[54], mais les briques, empilées en quinconce suivant l'idée de Carl Wilhelm Siemens, supportent mal le cyclage thermique[49],[L 6]. Cowper réagit en proposant la même année des améliorations qui préfigurent le four définitif : la flamme est éloignée des briques, et celles-ci comportent des canaux rectilignes[49].
Si les fours continueront encore d'évoluer, les principes techniques permettant d'atteindre une température de 1 000 °C grâce à une énergie jusque-là inutilisée sont adoptés : les « cowpers » deviennent indissociables du haut fourneau[SF 14].
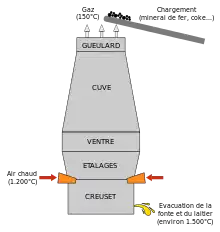
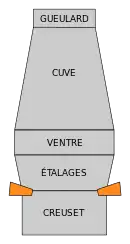
Constitution

Bâtiments (de g. à dr.) : préparation des charges, skip, conduites de gaz (avec pot à poussières derrière la rampe du skip), appareil (dans la tour carrée), halle de coulée, cowpers.
Survoler l'image pour une courte description des installations et cliquer sur une partie pour naviguer vers des descriptifs dans cette page.
Le terme « haut fourneau » désigne parfois le four lui-même, mais il se réfère plus exactement à l'ensemble des installations liées à la marche du four[SF 1]. Quant au four même, on peut l'appeler « cuve » mais la cuve étant elle-même une partie du four[SF 15], on privilégie le terme « appareil » pour le désigner[SF 16].
Au début du XXe siècle, les hauts fourneaux étaient fréquemment construits en batterie, et on trouvait souvent, étroitement associées à la production de fonte, une cokerie et une unité d'agglomération de minerai. Au XXIe siècle, les hauts fourneaux sont des outils géants et distincts de ces outils en amont[MF 1].
Une installation de haut fourneau concerne donc, outre le four lui-même, un ensemble d'autres installations essentielles qui assurent la réception du coke et de l'aggloméré. On y compte l'atelier de préparation des matières solides, avec un système d'alimentation en continu jusqu'au gueulard. La production du vent et son réchauffage forme une installation distincte mais étroitement associée à la marche du haut fourneau. On y trouve aussi les installations dédiées au traitement du gaz de haut fourneau, ainsi que celles qui assurent la gestion du laitier et de la fonte en fusion[M 1].
Atelier des matières
Préparation des charges
Les matières constituant la charge arrivent par train, par bateau ou, dans le cas des usines intégrées, par bandes transporteuses depuis l'usine d'agglomération et la cokerie. Les matières sont stockées, plus ou moins au sec, dans des trémies en béton ou en acier. Un stockage au pied de l'outil est une obligation stratégique car le « haut fourneau du XXe siècle est condamné à un travail continu. Il ne peut s'éteindre qu'avec les plus grandes précautions. Son arrêt, si court soit-il, peut ruiner la forge et les industries qui en dérivent. Par cela même, il exige des stocks considérables de combustible et de minerai[F 5]. »
Historiquement, cette nécessité a imposé l'installation des usines sidérurgiques près des gisements de charbon ou de minerai[F 5]. Cette proximité a été essentielle à la rentabilité jusque dans les années 1970[MF 2], et explique les différences de conception des hauts fourneaux, dont notamment les installations de préparation des charges de nombreux hauts fourneaux actuels.
Quel que soit le haut fourneau, l'aggloméré et le coke sont systématiquement criblés juste avant leur chargement, pour y retirer les fines créées par les manutentions diverses et qui ont tendance à colmater le four. On trouve aussi des circuits plus ou moins nombreux pour les additions, comme les fondants (silex[SF 17], minerai de fer rocheux[55]), d'agents réducteurs (petit coke ou anthracite[55]), d'enrichissement en fer de la charge (ferrailles, minerai de fer préréduit, boulettes[55]) et parfois d'additifs spéciaux (ilménite pour protéger les réfractaires[55],[56], bauxite pour augmenter l'hydraulicité du laitier granulé[55], etc.).
Chargement
.jpg.webp)
À partir de l'atelier, le coke et l'aggloméré sont montés à l'ouverture supérieure de la cuve, le « gueulard ». Si, historiquement, des bennes étaient utilisées[note 14], on n’utilise maintenant plus que des skips ou des bandes transporteuses[57].
L'alimentation par skip est la plus compacte. Les hauts fourneaux utilisent des skips à deux bennes associées pour faire contre-poids. Si la place le permet, on préfère installer des tapis roulants pour l'alimentation. Même si ceux-ci ne peuvent franchir que des pentes plus faibles, ils ont une plus grande capacité, sont plus faciles à automatiser et endommagent moins les matières[S 1],[Ta 1].
Fermeture du gueulard

Le gaz de haut fourneau sortant du gueulard est un gaz pauvre composé essentiellement d'azote (N2) — venu des tuyères et qui traverse la charge sans réagir, de monoxyde de carbone (CO) et de dioxyde de carbone (CO2). La récupération de ce gaz toxique mais combustible s'est généralisée au milieu du XIXe siècle [note 15], lorsque Parry met au point un obturateur conique qui permet la récupération des gaz sans perturber l'enfournement[J 9],[T 9].
Au début du XXe siècle, McKee améliore le gueulard de Parry grâce à un système de deux cloches superposées, la supérieure répartissant la matière, l'inférieure assurant l'étanchéité, l'ensemble se comportant comme un sas[59]. Ce système et ses variantes deviennent incontournables jusque dans les années 1970. À cette époque, le diamètre et la pression des hauts fourneaux augmentant, des gueulards à 3 ou 4 cloches pesant chacune jusqu'à 120 tonnes deviennent nécessaires : la technologie atteint alors ses limites[60].
L'invention par la société luxembourgeoise Paul Wurth du gueulard sans cloche marque, au début des années 1970, une rupture dans la conception des hauts fourneaux modernes. Celui-ci consiste en un ou plusieurs silos qui, après avoir été mis à la pression du haut fourneau, se vidangent progressivement dans le haut fourneau, la chute des matières étant canalisée par une goulotte orientable[60]. Bien que des gueulards à cloches subsistent encore au début du XXIe siècle, le gueulard sans cloche et ses dérivés se généralisent depuis[D 1]. En effet, quoique plus complexe que les cloches, sa légèreté et sa flexibilité sont incontournables à l'alimentation des hauts fourneaux géants (de plus de 8 000 tonnes par jour), tandis que son étanchéité permet des fonctionnements à haute pression (3 bars) qui améliorent la productivité de la cuve[S 2].
Appareil
Forme
Le réacteur du haut fourneau (appelé aussi « four »[SF 18], « cuve »[SF 15] ou « appareil »[SF 16]) hérite de ses ancêtres une forme de cheminée, qui favorise le tirage ainsi que le contact entre matières et gaz. Cette cheminée change de section pour accompagner les modifications que subit le minerai en descendant : dilatation thermique, puis contraction due au frittage du minerai, et enfin fusion[57]. Les formes idéales ont été, et sont encore, déterminées de manière empirique, à partir des observations des fours arrivés en fin de vie ; ainsi la section circulaire s'est imposée malgré sa construction plus délicate[61], et le ventre créé dans les zones d'usure :
« Le profil qu'il faut donner à un fourneau est évidemment celui qu'il prendra après quelques semaines de marche et qu'il conservera pendant tout le temps où l'allure est régulière[G 4]. »
— E.-L. Grüner, Traité de métallurgie
Alors que la diversité des profils a été longtemps justifiée par les particularités des minerais locaux (plus ou moins perméables, riches ou fusibles) et des combustibles (les hauts fourneaux au charbon de bois se reconnaissent à leur petit creuset), la forme générale du réacteur tend à s'homogénéiser[G 5], suivant en cela la généralisation de l'utilisation de minerais d'importation riches et la compréhension des réactions métallurgiques.
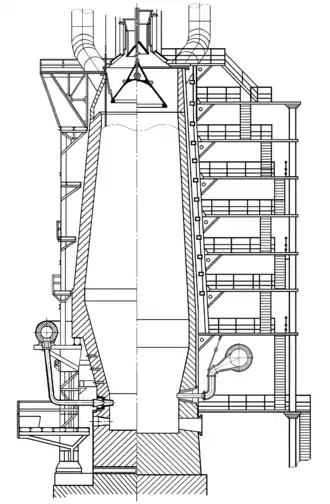
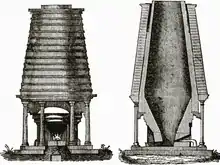
gauche : haut fourneau à marâtre
droite : haut fourneau autoporteur, avec équipement interne complet.
Le creuset est particulier car il collecte les liquides issus de la fusion du minerai, qui percolent à travers le coke non brûlé, alors que le reste de la cuve ne voit que des solides et du gaz. Ainsi, le creuset a été jusqu'à une date récente, indépendant de la cuve. Lorsque celle-ci est posée sur des colonnes, le haut fourneau est dit « à marâtre ». Ces colonnes compliquant l'accessibilité au trou de coulée, et les problèmes d'étanchéité entre les deux parties étant critiques[62], cette conception est progressivement abandonnée depuis les années 1960, au profit de cuves en un seul élément : le haut fourneau est dit « autoporteur »[63],[S 3],[Ta 2].
Dimensions
« Ce réacteur, le plus gros de tous les réacteurs industriels[SF 1] », fonctionne à contre-courant (les gaz chauds montent et les matières froides descendent). Sa hauteur lui assure un excellent rendement thermique, supérieur à 70 %[T 11], mais, limitée par la résistance à l'écrasement du minerai aggloméré, elle s'est stabilisée à environ 30 mètres dès la fin du XIXe siècle. Sa capacité de production, qui dépend de son volume interne, peut donc être résumée à son diamètre interne, considéré au niveau des tuyères ou du creuset[SF 1]. Cette surface circulaire est un goulot limitant les réactions car c'est là que la vitesse ascendante des gaz est maximale (à cause de leur température) : elle s'oppose alors à la descente des matières qui entrent en fusion[55] : une productivité de 75 tonnes/m2/jour est la limite en 2012[64].
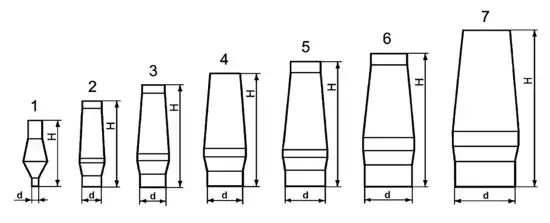 | |||||
| Région et époque | Ø creuset d (m) |
Haut. H (m) |
Vol. utile (m3) |
Production (t/j) | |
|---|---|---|---|---|---|
| 1) | 1861 | 0,9 | 15,3 | 64 | 25 |
| 2) | Allemagne fonte spéc. années 1930 |
4,5 | 20,0 | 425 | 450 |
| 3) | Allemagne fonte acier et Thomas 1961 |
6,5 | 24,0 | 900 | 1 200 |
| 4) | RFA 1959 | 9,0 | 26,1 | 1 424 | > 2 000 |
| 5) | URSS 1960 | 9,8 | 29,4 | 1 763 | 4 000 |
| 6) | Japon 1968 | 11,2 | 31,5 | 2 255[note 16] | 6 000 |
| 7) | Allemagne 1971/72 | 14,0 | 36,7 | 4 100 | ≈ 10 000 |
Blindage et maçonnerie réfractaire
L'utilisation du coke, en permettant la construction de hauts fourneaux de grande taille, entraîne l'abandon, au cours du XIXe siècle, des constructions en pierres de taille au profit d'une enveloppe métallique[T 1]. L'enveloppe d'un haut fourneau autoportant moderne est une cuve métallique soigneusement construite, le « blindage », dont l'épaisseur varie de 10 cm, au creuset, à 4 cm au gueulard. Ce blindage assure essentiellement deux fonctions : porter le revêtement interne réfractaire et évacuer la chaleur[SF 19].
Le revêtement réfractaire interne doit résister à des agressions de nature thermique, mécanique et chimique. Comme ces sollicitations changent suivant les zones, et qu'il n'est pas question, pour des raisons de coûts[note 16] d'y généraliser les matériaux de meilleure qualité, on trouve des réfractaires de composition variable.
 | |||
| Zone | Sollicitations physiques | Matériau réfractaire | Chaleur à extraire[69],[70] (kW/m² en marche stabilisée) |
|---|---|---|---|
| Haut de cuve | Chocs mécaniques et abrasion. | « Plaques de chocs » en acier dur moulé. Carbure de silicium lié avec de l'argile. |
12 |
| Mi-cuve | Attaque chimique par CO et alcalins. Fluctuations thermiques possibles. |
Réfractaires alumineux : sillimanite (62 % Al2O3) ou corindon (84 % Al2O3). | 18 |
| Bas de cuve Ventre Étalages |
Usure par les gaz et les charges. Attaque chimique par CO et alcalins. Chaleur, fortes[note 17] fluctuations thermiques. |
Carbure de silicium lié avec du sialon (Si3Al3O3N5). Parfois : graphite à haute conductivité thermique[69]. |
37 29 23 |
| Creuset | Circulation de matières en fusion. Pression. |
Carbone pur haute densité. | 10 |
Après sa mise à feu, un haut fourneau moderne peut fonctionner sans interruption pendant 15 à 20 ans[71] : les réfractaires sont donc soigneusement choisis. Outre la qualité du matériau, le montage doit prendre en compte les dilatations[69]. Le creuset est souvent constitué de blocs de carbone de plusieurs tonnes, assemblés sans mortier ni jeux supérieurs à quelques dixièmes de millimètres. Lorsqu'il est usé, il faut vidanger complètement l'appareil pour reconstruire, du bas vers le haut, le revêtement réfractaire[66].
Refroidissement

L'appareil d'un haut fourneau produisant quotidiennement 6 000 tonnes de fonte peut être considéré comme un four de fusion d’environ un gigawatt[72], [note 18]. De tels échanges thermiques imposent un refroidissement énergique pour éviter une destruction rapide du blindage de l'appareil. Toute défaillance du refroidissement pouvant s'avérer catastrophique[63], celui-ci est garanti contre les pannes de façon multiples. La conception d'un circuit moderne s’apparente à celui d'une centrale nucléaire, le circuit refroidissant l'appareil étant en boucle fermée pour pouvoir détecter toute fuite ou pollution de l'eau[S 4],[Ta 3].
Malgré la présence d'un refroidissement puissant, le rendement thermique d'un haut fourneau est élevé, supérieur à 70 %[T 11],[note 19]. Paradoxalement, il s'améliore lorsque l'appareil est intensément refroidi. En effet, le refroidissement permet l'apparition d'un garni interne, à la fois protection vis-à-vis de l'usure[T 1] et isolant thermique. Ce rôle n'est correctement assuré que si son adhérence et son épaisseur sont maîtrisées, de manière à ne pas perturber l'écoulement des matières[67],[69].
Plusieurs technologies coexistent pour le refroidissement de l'appareil[75] :
- le ruissellement d'eau sur le blindage. L'utilisation de grandes quantités d'eau[note 20] évite la formation de vapeur. Ce refroidissement est simple et sans circuit secondaire, mais limité à des puissances moyennes (Pmoy= 5 à 15 kW/m2) ;
- les chemises de refroidissement, qui canalisent l'eau contre la face externe du blindage. Ce système est réservé aux puissances moyennes (Pmoy= 5 à 15 kW/m2), comme celles rencontrées au niveau du creuset ;
- le refroidissement par boîtes pénétrant perpendiculairement au travers du blindage. Plusieurs types de boîtes existent (cuivre ou acier, circulation forcée ou gravitaire, etc.). Cette technologie peut aboutir à des montages complexes mais s'adapte à toutes les zones du haut fourneau (Pmoy= 10 à 30 kW/m2), excepté le creuset, en variant la densité des boîtes. Elle est de plus d'un entretien facile ;
- les refroidisseurs en plaque, ou staves, tapissant la face interne du blindage. Construits sur mesure, en fonte ou en cuivre avec inserts en réfractaire, ils sont compacts et efficaces (Pmoy= 20 à 30 kW/m2), mais leur remplacement impose l'arrêt du haut fourneau.
Lorsque le fonctionnement du haut fourneau est perturbé (instabilités dans l'écoulement des gaz ou des matières, changement de régime de fonctionnement, etc.), les pertes thermiques par le gueulard et la cuve augmentent. Le système de refroidissement peut avoir à évacuer localement 300, voire 500 kW/m2, soit 15 fois la puissance moyenne. Ce sont ces pics qui imposent les dimensionnements des circuits[69].
Vent
Soufflantes à vent froid
L'injection forcée de l'air de combustion, le « vent », est une caractéristique essentielle du haut fourneau. Sa traduction anglaise, blast furnace, restreint même le procédé à ce point. L'obtention des températures nécessaires à la fusion du métal n'est en effet possible qu'avec un vent puissant, que la force musculaire ne peut produire ; les soufflets actionnés par roues à aubes sont indissociables de l'apparition du haut fourneau. Cette combinaison est abandonnée quand la taille croissante des installations (donc les pertes de charge) et le réchauffage du vent (qui implique à la fois de passer au travers des fours à vent chaud et d'injecter un vent qui se dilate) nécessitent des puissances croissantes : la force hydraulique est remplacée par les machines à vapeur dès 1776[76], rapidement adaptées aux gaz sidérurgiques (gaz de haut fourneau et gaz de cokerie)[L 7]. Les pistons en fonte remplacent de même les soufflets à cette époque[77]. Enfin, au début du XXe siècle, les pistons sont progressivement abandonnés au profit de compresseurs centrifuges ou turbocompresseurs[78].
C'est aussi au début du XXe siècle, avec l'invention des procédés de liquéfaction de l'air, qu'est essayée l'injection d'oxygène dans le vent froid. Le procédé se généralise au cours des années 1960, dopant à la fois la productivité des hauts fourneaux et l'injection de combustible par les tuyères[74].
Pour pouvoir traverser la charge et travailler à haute pression, le vent est comprimé entre 2 et 4,5 bars[Ta 4]. Le débit et la teneur en oxygène du vent froid étant faciles et rapides à modifier, on peut agir par ce moyen sur la marche du haut fourneau.
Cowpers
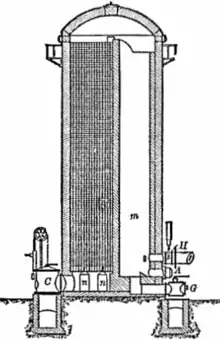
Un cowper moderne consiste en un cylindre vertical en acier de 6 à 9 m de diamètre et d'une hauteur de 20 à 35 m[S 5]. Cette enceinte est remplie de briques réfractaires dont la nature dépend du rôle : des briques isolantes protègent la face interne du blindage du cowper alors que d'autres briques sont utilisées pour stocker et restituer la chaleur. Ces dernières servent à la construction du puits de combustion, où se déploie la flamme, et du rûchage, un empilement de briques perforées qui absorbe la chaleur des fumées. Le puits est souvent intégré dans le cylindre où il occupe environ un tiers de la section du four[Ta 5]. Les plus gros cowpers[note 21] sont dotés de puits externes qui permettent de mieux isoler la zone de combustion de celle d'accumulation/restitution de chaleur.
La chauffe étant plus lente que le refroidissement, chaque haut fourneau est doté de trois, parfois quatre, cowpers passant alternativement dans chaque phase. En fonctionnement continu, un cowper restitue sa chaleur pendant environ 30 min, avant que le vent soit orienté vers le cowper qui vient de finir une réchauffe de 50 min (durée à laquelle il faut ajouter les phases de mise en pression, qui durent 10 min)[Ta 6].
Un cowper moderne peut réchauffer environ 1,4 tonne de vent à 1 200 °C, par tonne de fonte[Ta 4]. Lorsqu'il restitue sa chaleur, c'est donc, pour un haut fourneau produisant 6 000 t de fonte par jour, un four d'une puissance d'environ 100 MW. La chauffe est effectuée par combustion d'une partie du gaz produit par le haut fourneau, qui doit être mélangé avec un gaz riche pour atteindre les températures souhaitées.
Circulaire à vent chaud et tuyères

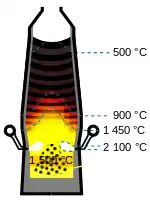
Le vent chaud (de 900 à 1 300 °C suivant les caractéristiques du haut fourneau[note 11]) est amené des cowpers par une conduite revêtue de réfractaire, puis est distribué aux tuyères par une conduite en forme de tore, la circulaire. À la sortie des tuyères, le vent qui atteint 200 m/s[SF 20], enflamme le coke, ce qui fait monter la température à 2 000–2 300 °C[57],[M 2].
| Produits | Maximum théorique (kg/t de fonte) |
Équivalence coke |
|---|---|---|
| Plastiques | 70 | 0,75 |
| Fioul lourd | 65 | 1,2 |
| Fioul / O2 | 130 | |
| Gaz de cokerie | 100 | 0,98 |
| Charbon | 150 | 0,85 - 0,95 |
| Charbon / O2 | 270 | |
La combustion du coke permet à la fois la production du gaz réducteur (le CO) et l'atteinte des températures nécessaires au procédé. Pour diminuer la consommation de coke, on utilise dans de nombreuses usines des combustibles de substitution, qui, injectés dans le vent à l'extrémité des tuyères, brûlent en procurant les mêmes effets chimiques et thermiques. Liquides ou finement broyés, les combustibles complémentaires possibles sont nombreux : farine animale, fioul lourd, déchets en matière plastique, gaz naturel ou de cokerie, lignite, etc. Mais le produit le plus performant reste cependant le charbon finement broyé, dont l'injection combinée avec un enrichissement du vent à l'oxygène, permet de remplacer jusqu'à la moitié des 480 kg de coke nécessaire à la fabrication d'une tonne de fonte[D 3].
Contrairement aux conduites à vent chaud, les tuyères ne sont pas revêtues d'un réfractaire isolant afin de limiter leur encombrement. Il s'agit de pièces en cuivre, intensément refroidies à l'eau. Elles doivent être facilement remplaçables car elles sont soumises à la fois aux hautes températures dues à la combustion du coke et des combustibles injectés, ainsi qu'à l'usure, car elles peuvent saillir jusqu'à 50 cm à l'intérieur du four[SF 20].
Épuration du gaz
Épuration sèche

Le gaz collecté au gueulard contient de 5 à 10 g/Nm3 de poussières arrachées à la charge. Amené au pied du haut fourneau par de grosses conduites, le gaz subit une première étape d'épuration dans des séparateurs statiques. En effet, la pression, la température et la teneur en poussières du gaz pouvant fluctuer très rapidement, des technologies simples et robustes sont nécessaires : les pots à poussière et les cyclones sont utilisés. Ces derniers peuvent retirer jusqu'à 85 % des poussières[80].
Ces équipements étant directement connectés au gueulard, ils sont protégés des surpressions catastrophiques (généralement dues à des instabilités qui, en surchauffant le gaz, le dilatent) par les bleeders, des soupapes de sécurité situées au sommet du haut fourneau[SF 21].
Épuration humide ou secondaire
Le gaz semi-épuré est ensuite traité dans l'épuration secondaire qui cumule 3 rôles[SF 22] :
- nettoyer le gaz jusqu'à ce qu'il contienne moins de 10 mg/Nm3 de poussière, afin que sa combustion n'encrasse pas les appareils (notamment les cowpers) qui l'utilisent ;
- réguler la pression au gueulard (de 0,25 à 2,5 bar[D 4]), en ouvrant plus ou moins un obturateur de régulation (tube de Venturi réglable, vanne ou soupape) ;
- refroidir le gaz, surtout en cas de montée inopinée de sa température.
Ces trois fonctions peuvent être réalisées simultanément dans un laveur humide, dispositif pulvérisant de l'eau au moment où le gaz est décomprimé. Cette technologie s'est généralisée avec les hauts fourneaux travaillant à haute pression de gueulard[SF 23].
On équipe aussi, depuis peu, les gros hauts fourneaux d'un turbo-alternateur qui peut produire jusqu'à 15 MW d'électricité en récupérant l'énergie de la décompression des gaz[D 4]. Dans ce cas, l'épuration par un laveur humide est plus difficile car elle ne peut plus profiter de la décompression du gaz. De plus, comme il est intéressant de conserver le gaz chaud pour profiter de son plus grand volume, les épurations secondaires sèches réapparaissent depuis les années 2000, notamment en Asie[80].
Coulée de la fonte et du laitier
Halle de coulée

Balayer l'image pour accéder aux descriptifs.
Le fer et sa gangue, en fondant au niveau des tuyères, s'écoulent dans le creuset. Ces liquides percolent au travers des morceaux de coke imbrûlés qui remplissent le creuset. Lorsque le niveau des liquides monte, une machine, la « foreuse », perce le creuset à sa base pour le vidanger. En coulant, les matières en fusion érodent rapidement le trou de coulée. On le colmate alors avec une masse argileuse injectée par la « boucheuse », une machine dont le fonctionnement s'apparente à celui d'une seringue. Un haut fourneau moderne produit entre 8 et 14 coulées par jour, chacune durant de 80 à 180 minutes[M 3].
La boucheuse et la foreuse sont puissantes, précises et critiques. La foreuse doit en effet repercer le trou, dans le bouchon d'argile créé par le bouchage précédent, plus vite que la mèche ne fond. La boucheuse doit, quant à elle, pouvoir colmater le trou de coulée en pénétrant, si nécessaire, dans le jet de matière en fusion : c'est un organe de sécurité qui doit être capable d'interrompre la coulée à tout moment[M 4].
Les matières en fusion coulent dans la rigole principale. C'est dans celle-ci, qui peut mesurer de 8 à 14 m et qui contient 30 à 60 t de mélange fonte-laitier, que le laitier, trois fois moins dense que la fonte, se sépare progressivement de la fonte pour flotter à sa surface[Ta 7],[note 22]. La rigole principale se finit par un siphon inversé. Celui-ci stoppe le laitier, qui se dirige alors vers des rigoles superficielles. La fonte qui a franchi le siphon est versée dans des wagons-torpilles, qui l'emmènent vers l'aciérie ou la fonderie[M 5].
Au-delà d'une production quotidienne de 6 000 tonnes de fonte, il est nécessaire de disposer de plusieurs trous de coulée. Les hauts fourneaux sont dotés de 1 à 5 trous de coulée, qui extraient la fonte et le laitier du creuset[M 6]. L'entretien des machines et des rigoles, ainsi que l'analyse et l'aiguillage des liquides en fusion, font des halles de coulée des installations complexes. Les contraintes mécaniques et thermiques liées au passage régulier de fluides chauds amènent généralement à des conceptions de rigoles et de dalles articulées. D'importants systèmes de dépoussiérage (typiquement 700 000 Nm3/h[D 5]) sont également nécessaires[S 6].
Traitement du laitier

Pour une marche avec des minerais riches, on produit environ 300 kg de laitier par tonne de fonte, soit le même volume étant donné leurs densités respectives[64]. Le laitier en fusion est soit refroidi sur place, soit emporté dans des wagons spéciaux. Il est refroidi essentiellement de deux manières[D 6] :
- vitrifié par mélange brutal avec de l'eau (75 % du laitier produit en 2010). Le laitier ressemble alors à un sable humide qui est envoyé aux cimenteries où il peut remplacer une partie du clinker ;
- cristallisé en le coulant dans une fosse où il se solidifie lentement (23 % en 2010). Le produit obtenu est une roche poreuse mais résistante, généralement utilisée comme remblais ;
- bouleté par injection d'eau et dispersion par un tambour rotatif (2 % en 2010, procédé en cours de disparition). Le produit est d'une qualité intermédiaire entre le laitier vitrifié et cristallisé.
Le laitier liquide contient entre 1 et 2 % de soufre, fixé par le calcium. Son traitement, surtout lorsqu'il est refroidi à l'eau, provoque des émissions soufrées[D 7].
Processus de fonctionnement
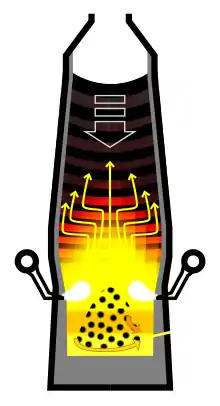
Les couches alternées de coke et de minerai descendent, et s'échauffent en commençant par le centre. Le coke (noir) conserve sa porosité dans la zone de frittage (rouge), concentrant les gaz (jaune) au centre de la cuve, puis les diffusant. Dans le creuset, les liquides percolent à travers le coke (points noirs).
Principes généraux
L'appareil d'un haut fourneau est un réacteur chimique, dont le fonctionnement à contre-courant (les gaz montent alors que la matière solide descend) lui assure un excellent rendement thermique. Son principe consiste essentiellement à créer du monoxyde de carbone, dont l'affinité pour l'oxygène du minerai est plus forte que l'affinité entre oxygène et fer, pour désoxyder le minerai. De nombreux échanges thermiques et chimiques, essentiellement entre gaz et solides dans la cuve, auxquels s'ajoutent des liquides dans les étalages et le creuset, interviennent pour réduire et carburer le fer.
Les nombreuses réactions chimiques combinées aux changements d'état des matières compliquent notablement la compréhension du fonctionnement idéal d'un haut fourneau. Les températures, les pressions et les mouvements de matières interdisent, même au XXIe siècle, toute mesure au cœur de l'appareil. Il est extrêmement difficile de comprendre et d'anticiper les instabilités thermiques ou mécaniques, dont certaines peuvent avoir des conséquences catastrophiques. Ce n'est, par exemple, que dans les années 1970, grâce à des trempes de hauts fourneaux complets réalisées au Japon, qu'on a notamment découvert la forme en cloche des isothermes[81], invalidé la théorie de l'« homme mort » (un tas conique de coke et de fer solidifié reposant sur la sole du creuset)[82], constaté l'ampleur de certaines instabilités et prouvé l'importance d'une alimentation du coke et du minerai en strates distinctes[81].
Une condition nécessaire au bon fonctionnement est de garantir une bonne perméabilité des matières. Le coke y joue un rôle essentiel car il conserve ses propriétés mécaniques jusqu'à 1 500 °C alors que le minerai fritte dès 900 °C[D 3]. Les isothermes, en forme de cloche, traversent les strates de matières en créant des persiennes au niveau des couches de coke, qui concentrent les gaz au centre de la cuve avant de les diffuser dans la charge[83]. Les morceaux de coke qui n'ont pas été brûlés remplissent la partie basse de l'appareil, à l'exception des cavités qui se forment en face de chaque tuyère. Ils portent donc le poids des matières empilées au-dessus d'eux, en laissant passer les liquides et les gaz[M 7].
Le fonctionnement en continu, avec un écoulement des matières de type piston, impose de devoir évacuer tous les éléments y entrant, sous peine d'engorgement. Ceci est vrai pour le laitier, mais aussi pour certains éléments, comme le zinc ou les métaux alcalins[SF 24],[M 8].
Production des gaz réducteurs
Pour réduire le minerai de fer, il faut d'abord fabriquer les gaz réducteurs nécessaires. Ceci se produit dans la partie inférieure du haut fourneau, par la combustion du carbone contenu dans le coke, avec l'oxygène du vent : C + O2 → CO2 produisant 401,67 kJ/mol[55]
Cette réaction étant très exothermique,la température au niveau des tuyères d'injection du vent chaud s'élève à 1 800 à 2 000 °C, voire 2 250 °C si le vent est enrichi en oxygène[57]. Toutefois, une réaction endothermique suit immédiatement, qui abaisse la température entre 1 600 et 1 800 °C : CO2 + C → 2 CO consommant 163,45 kJ/mol[55]
Cette dernière réaction n'est pas totale, il s'agit de l'équilibre de Boudouard. Celui-ci assure la régénération du CO consommé par la réduction dans tout le bas de l'appareil[84] : CO2 + C ⇋ 2 CO tant que T > 1 000 °C
Tant que le dioxyde de carbone CO2 se maintient dans le domaine de températures supérieures à 1 000 °C, il est constamment transformé par la réaction de Boudouard en monoxyde de carbone CO, qui reste ainsi à la disposition du processus de réduction.
Un autre gaz réducteur, le dihydrogène H2, est simultanément produit par la décomposition thermique de la vapeur d'eau, naturellement ou artificiellement présente dans le vent. Quoique d'importance secondaire, ce gaz est particulièrement efficace vers 900 °C et au-delà[M 9] : un contenu de seulement 10 % en hydrogène dans le gaz de réaction triple la vitesse de réduction[note 23]. Cette production est, à l'instar de celle du monoxyde de carbone, très endothermique : H2O + C → H2 + CO consommant 131,4 kJ/mol[85]
Réduction des oxydes de fer
Les oxydes de fer se réduisent suivant la séquence suivante :
Fe2O3 → Fe3O4 → FeO[note 24]→ Fe
hématite → magnétite → wustite → fer
Chaque transition d'un oxyde au suivant est due à plusieurs réactions simultanées de réduction :
- la réduction indirecte, par le monoxyde de carbone (CO). Cette réaction ôte environ 65 % de l'oxygène combiné avec le fer[86],[M 10] ;
- la réduction directe, par le carbone du coke. En participant pour moitié à la transformation de la wustite (FeO) en fer, cette réaction ôte 30 % de l'oxygène[86],[M 10]. Cependant, ce mode de réduction de la wustite étant très endothermique alors que celle par le CO est légèrement exothermique[note 25], il est essentiel de la limiter au maximum[55] ;
- la réduction par le dihydrogène H2. Cette réaction ne participe que pour 5 % à la réduction mais l'hydrogène a d'autres rôles, en particulier de favoriser les deux premières réactions[note 23],[86].
 | |||
| Températures[note 26],[M 11] | Réduction indirecte | Réduction directe | Réduction par l'hydrogène[86] |
|---|---|---|---|
| 100 °C < T < 260 °C | Dessiccation | ||
| 500 °C < T < 600 °C 600 °C < T < 900 °C |
3 Fe2O3 + CO → 2 Fe3O4 + CO2 Fe3O4 + CO → 3 FeO + CO2 |
3 Fe2O3 + C → 2 Fe3O4 + CO Fe3O4 + C → 3 FeO + CO |
3 Fe2O3 + H2 → 2 Fe3O4 + H2O Fe3O4 + H2 → 3 FeO + H2O |
| 900 °C < T < 1 100 °C 1 100 °C < T < 1 150 °C |
FeO + CO → Fe + CO2 | FeO + C → Fe + CO | FeO + H2 → Fe + H2O |
| 1 200 °C < T < 1 600 °C | Carburation et fusion | ||
Autres réactions chimiques
La gangue et les impuretés du minerai subissent également plusieurs réactions chimiques au cours de leur descente vers le creuset ; toutes sont endothermiques. Les réactions de décarbonatation de la sidérite (FeCO3) et de la castine (CaCO3) interviennent avant les réactions de réduction du fer[55] :
FeCO3 → FeO + CO2 pour 500 °C < T < 700 °C
CaCO3 → CaO + CO2 pour 700 °C < T < 900 °C
Un haut fourneau ne réduit jusqu'au métal qu'environ la moitié des oxydes de manganèse MnO2 et MnO introduits dans le haut fourneau avec les minerais de fer. Alors que la réduction du MnO2 est rapidement faite par le CO, la réduction du MnO est directe[note 25],[55] : MnO + C → Mn + CO pour T > 1 000 °C
De même, la silice SiO2 est partiellement réduite par une réduction directe[55] : SiO2 + 2 C → Si + 2 CO pour T > 1 500 °C[88]
Tous les oxydes de cuivre, de phosphore et de nickel sont complètement réduits jusqu'au métal. Le chrome et le vanadium se comportent comme le manganèse, le titane comme le silicium. Les oxydes de calcium (CaO), aluminium (Al2O3) et magnésium (MgO) ne sont pas réductibles et se retrouvent intégralement dans le laitier. Le zinc, les alcalins et le soufre sont des cas à part[55] :
- facile à réduire, le zinc descend avec la charge, se vaporise à 907 °C. Il est alors remonté par les gaz vers des zones plus froides, où sa solidification, qui se fait à 420 °C, devient possible. Il redescend alors avec les charges pour un nouveau cycle… sans avoir été évacué de l'appareil, qui s'en sature progressivement[G 6]. De même, les alcalins (sodium, potassium, etc.), une fois combinés avec les cyanures, forment un composé qui sature progressivement l'appareil[SF 24] ;
- la très forte affinité du soufre avec le fer métallique, plus forte que celle entre carbone et fer, amène à sa combinaison immédiate avec premiers cristaux de fer métalliques qui apparaissent. Le sulfure de fer (FeS) créé en surface du minerai perturbe alors la poursuite de la réduction du fer jusqu'au cœur de la matière[89]. Le soufre, qui dégrade considérablement les propriétés du fer[SF 11],[L 1], est enfin partiellement retiré du métal en fusion par une réaction avec le laitier, qui se déroule dans le creuset :
S + CaO + C → CaS + CO pour T ≈ 1 550 °C[90]
Quant à l'azote du vent, il réagit peu, et de manière réversible[L 8]. Il sert donc essentiellement de ballast thermique[91].
Comportement de la charge pendant la traversée du haut fourneau
L'évasement de la cuve facilite la descente des charges, et accompagne leur dilatation. Le rétrécissement aux étalages accompagne le frittage puis la fusion du minerai[55]. Le coke, qui ne fritte ni ne fond, est fondamental pour la perméabilité des gaz et le soutien de la charge[D 3]. Son rôle est en fait multiple : pour un haut fourneau moderne consommant, pour chaque tonne de fonte, 294 kg de coke et 180 kg de charbon aux tuyères, on a[55] :
- 100 % du charbon et 44 % du coke est brûlé aux tuyères ;
- 36 % du coke est consommé pour la régénération du CO ;
- 18 % du coke se dissout dans le métal et carbure ainsi la fonte ;
- 2 % sert à la réduction des oxydes non ferreux et à la désulfuration.
| ||
| Températures[note 26],[M 12] | Phénomènes | |
|---|---|---|
| Minerai | Coke | |
| 100 °C < T < 260 °C | Dessiccation | |
| 500 °C < T < 900 °C | Réduction (Fe2O3 → Fe3O4 → FeO) | |
| 900 °C < T < 1 200 °C | Réduction (FeO → Fe) Carburation et frittage |
Régénération du CO |
| 1 200 °C < T < 1 600 °C | Fusion | Combustion |
| T ≈ 2 100 °C | Cavité face à chaque tuyère | |
| 1 600 °C | Carburation et désulfuration | Dissolution |
Conduite du haut fourneau
Le haut fourneau est un réacteur très sensible à toute anomalie. De plus, la taille de l'outil rend très coûteuse, voire dangereuse, toute perte thermique ou dégradation de la mise au mille. La compréhension des phénomènes physiques et chimiques se déroulant à l'intérieur de l'appareil est donc essentielle[92].
Cependant, les conditions extrêmes qui règnent dans un haut fourneau ne permettent pas d'accéder directement aux matières qui y réagissent. On multiplie alors les mesures en périphérie de la charge, c'est-à-dire au gueulard, sur les parois de l'appareil et à la coulée[92]. L'objectif est d'en déduire la pression et la vitesse des gaz montant à travers les matières, mais aussi les mouvements des solides et des liquides. Les paramètres importants, comme la hauteur de la surface d'alimentation ou les températures en parois, sont mesurés de plusieurs manières, de façon à se prémunir de toute panne[S 7],[T 12].
| ||
| Zone | Grandeurs à mesurer | Technologies utilisées |
|---|---|---|
| Gueulard | Hauteur de la charge Morphologie de la surface des matières Distribution radiale de la température et/ou composition du gaz sortant de la charge |
Sonde mécanique ou radar Cartographie radar Poutre radiale de mesure |
| Haut de cuve | Distribution radiale de la température et/ou composition du gaz et de la charge | Sonde mobile pénétrant horizontalement dans la charge |
| Bas de cuve aux étalages |
Écoulement des matières Usure/garnissage des réfractaires |
Sondes radioactives (rares)[93] Sondes à ultrasons |
| Tuyères | Nature et débits du vent et des additifs injectés aux tuyères Chaleur évacuée par l’eau de refroidissement |
Mesure débit/température |
| Creuset | Composition et température de la fonte et du laitier | Mesure température et prélèvement de fonte |
Des recherches sont menées pour évaluer d'autres méthodes de mesure. Par exemple, on peut exploiter le constat que la présence de matières en fusion dans le creuset génère une faible tension électrique dans le blindage[94]. Les ultrasons permettent des mesures de températures[95] ou de la morphologie de la surface des matières[96], etc.
Cependant, « le traitement d'une telle quantité d'informations dépasse la capacité de calcul de n'importe quel être humain[92] ». En effet, dès la fin des années 1990, les systèmes d'aide à la conduite recensaient 150 phénomènes physiques et chimiques principaux, qui étaient constamment évalués par près de 1 000 mesures[92],[note 16]. Le fait que certains phénomènes sont immédiats, alors que d'autres sont très lents à se manifester, a amené au développement de systèmes experts, de réseaux de neurones, d'études d'ergonomie cognitive[97], etc.
Marches non stabilisées
Phases transitoires

Lors de la mise à feu d'un haut fourneau, il faut sécher puis chauffer l'appareil suffisamment lentement pour que les réfractaires ne soient pas abîmés[S 8], mais aussi atteindre rapidement une température suffisante pour que les produits chargés puissent être évacués sous forme liquide. Pour cela, on charge le haut fourneau d'une grande quantité de combustible (souvent du bois[SF 25]), on limite les besoins thermiques en y chargeant des laitiers au lieu de minerai et on active progressivement la combustion en jouant sur le débit de vent[M 14]. Il reste que le démarrage d'un haut fourneau, qui dure quelques semaines et commence une campagne de production ininterrompue d'une quinzaine d'années, reste une opération délicate car à ces contraintes s'ajoutent les inévitables dysfonctionnements liés au démarrage d'une installation neuve et complexe, dont le comportement et la conception sont toujours différents[S 8].
Les inévitables arrêts d'entretien ou liés à des incidents ne peuvent excéder quelques jours sous peine de « geler » l'appareil. Ceux-ci doivent être impérativement anticipés : on charge une grande quantité de coke et on coupe le vent quelques heures après, au moment où ce coke arrive face aux tuyères. Ainsi, au redémarrage, la combustion du coke supplémentaire permettra de reconstituer la chaleur perdue pendant l'arrêt[M 15].
Un arrêt plus long, ou définitif, impose de vider l'appareil au maximum. Un trou de coulée spécifique, situé au point le plus bas du creuset, permet de drainer toutes les matières en fusion. Le niveau des matières non fondues, essentiellement du coke, descend jusqu'aux tuyères. L'opération est risquée car les zones basses et chaudes, qui ne sont plus couvertes, doivent être refroidies par un arrosage d'eau, dont la dissociation forme un gaz explosif car riche en hydrogène[M 16],[S 8].
Incidents
Un incident redouté, mais rare, est le « blocage » du haut fourneau. S'il se produit en partie haute de l'appareil, il correspond à la formation d'une voûte sous laquelle les matières continuent de descendre vers le creuset. Un vide se forme sous la voûte, jusqu'à ce qu'elle s'effondre brutalement[S 9],[Ta 8],[M 17]. Un blocage en partie basse correspond à une impossibilité d'évacuer les matières en fusion. L'origine la plus fréquente est un haut fourneau froid à cause d'entrées accidentelles d'eau ou de déficit de chaleur apportée par le vent ou le coke, sachant qu'un excès de chaleur mène au même résultat[note 11]. Cet incident, rare et redouté, signifie un arrêt, peut-être définitif, de l'usine[SF 26] :
« Si l'ingénieur ne se hâte, il va être trop tard, et le fourneau, rempli d'un immense magma, d'un loup, n'aura plus qu'à s'arrêter ; il faudra même le démolir en grande partie et faire des travaux longs et onéreux pour en retirer la masse ferreuse, résistante qui l'encombre du haut en bas et dont une grande partie ne cède volontiers qu'à la force de la poudre…
Aussi, un ingénieur qui fait un loup est-il dans une situation plus misérable peut-être que le marin qui perd son navire ; il trouve bien rarement des excuses auprès de ses chefs. Mais ici encore se montrent dans tout leur éclat la puissance du savoir, l'initiative, la vigueur morale et physique, l'énergie de l'homme, comparable, dans une arène moins glorieuse, à celle du général en chef dont l'armée est en péril, ou du navigateur dont le vaisseau est menacé de se perdre ; car les expédients les plus imprévus et les moins faciles à prévoir, peuvent seuls parfois éviter le danger[98] - [SF 27]. »
— J. Garnier, Le Fer
Tout aussi dangereuse, rare et coûteuse, une percée du blindage par la fonte en fusion est, « après le blocage du creuset […], l'événement le plus redouté, le plus détesté des fondeurs et du haut fourniste en général[99] - [SF 28]. » L'usure par l'écoulement des matières peut également provoquer des percées dans la cuve, mais celles-ci sont généralement précédées de fuites du système de refroidissement, détectables par l'instrumentation des circuits de refroidissement ainsi que par l'élévation de la teneur en hydrogène dans le gaz produit par le haut fourneau[63],[S 4],[Ta 3]. Enfin, le rôle des gaz circulant dans l'appareil n'est pas négligeable : ceux-ci sont, contrairement aux matières en fusion, impossibles à figer et peuvent générer une abrasion par sablage[SF 29].
À l'inverse, il peut arriver que la couche protégeant les réfractaires et obtenue grâce au refroidissement intense de l'appareil, s'épaississe excessivement. Une saturation en zinc ou en alcalins favorise l'épaississement local de cette couche[SF 24]. Elle perturbe alors significativement les écoulements dans l'appareil. De plus, le « garni » qui se forme peut peser plusieurs centaines de tonnes et s'avérer instable, surtout lorsqu'il se situe dans les parties hautes de l'appareil. Son décrochage brutal bouleverse le fonctionnement du haut fourneau et peut entraîner un blocage[SF 30],[S 10],[Ta 9].
Tous ces dérangements, s'ils ne sont pas maîtrisés à temps, peuvent se succéder, voire se combiner. Les surpressions provoquées par des remontées de gaz depuis le creuset, les explosions de vapeur dues à l'arrivée d'eau dans l'appareil (souvent issue du système de refroidissement), les poches de gaz ou de poussières qui s'enflamment brutalement, etc. sont des événements spectaculaires : l'ouverture des soupapes de sécurité, les bleeders, est alors assimilable à l'éruption « d'un volcan […] entendu à des km à la ronde ; pensez à 4 ou 5 avions à réaction lançant à fond leurs moteurs : c'est le bruit fait par l'échappement du gaz[SF 31]. » Quand les soupapes ne parviennent plus à évacuer le gaz, les dégâts se propagent par les gazoducs de l'usine. L'explosion de l'appareil lui-même, devenue exceptionnelle à la fin du XXe siècle, peut faire de nombreuses victimes parmi le personnel[SF 32],[63].
Exploitation
Contraintes techniques et humaines
L'atteinte des hautes températures liées au procédé s'accompagne de dilatations et de transformations de phase qu'on anticipe par diverses techniques (jeux, fusibles, etc.) au moment de la mise à feu. Par contre, un refroidissement important, même maîtrisé, amène des désordres susceptibles de mettre hors d'usage les fours. Un gros haut fourneau moderne qui est mis à feu commence donc une campagne de 10 à 20 ans, au cours de laquelle son exploitation ne pourra s'interrompre que quelques jours par an, pour des opérations de maintenance sur ses installations annexes[71].
Ainsi, la construction se doit d'être particulièrement robuste, modulaire et redondante. Un mauvais choix technologique, des matières premières inadaptées, des erreurs de conduite, etc., peuvent entraîner des conséquences sur toute la durée de la campagne, quand celle-ci n'est pas interrompue par un incident (explosion de vapeur, ruine due à l'usure ou la corrosion, fuite de gaz, etc.) aux conséquences parfois tragiques. Garantir la sécurité est une préoccupation essentielle du haut fourniste[SF 33]. Un corollaire des incidents est leur impact environnemental : quoique peu polluant (surtout si on le compare à la cokerie et à l'usine d'agglomération qui lui sont associées)[100], la mise en sécurité d'un haut fourneau fait peu de cas de son voisinage[SF 21].
Dans la conduite d'un outil aussi complexe, le facteur humain est déterminant. Même au XXIe siècle, la compétence des opérateurs est souvent liée à la tradition métallurgique locale : « le niveau de performance d'un secteur fonte est ainsi largement déterminé à l'avance par des connaissances mémorisées antérieurement et dispersées dans ce secteur[92]. »
Particularités économiques
Investissement
Archétype de l'industrie lourde, la sidérurgie se distingue par la taille et le coût de ses usines, dont le haut fourneau n'est qu'un élément. En 2012, le coût de construction d'une « usine à chaud » moderne (cokerie, usine d'agglomération, 2 hauts fourneaux et aciérie) d'une capacité de 5 millions de tonnes de brames d'acier par an, peut atteindre 9 milliards de dollars[101]. Sur ce montant, la construction des hauts fourneaux représente environ 1 milliard de dollars[102]. Le coût du capital investi dans la construction d'un haut fourneau constitue alors de 25 à 30 % du coût de la fonte. Ce coût peut être sensiblement réduit en augmentant la taille des appareils et leur productivité[103].
L'amortissement du capital investi a ainsi alimenté, dès la révolution industrielle, une course au gigantisme. Mais, à la fin d'une campagne de production, une réfection peut suffire pour renouveler le potentiel de l'installation. Par exemple, le haut fourneau 1 à Duisbourg a commencé en mars 2008 sa cinquième campagne de production[104]. Cette réfection, qui se fait environ tous les 15 ans, coûte de 100[105] à 250 millions d'euros[106], suivant l'ampleur du chantier (remplacement des réfractaires usés, des automates obsolètes, du blindage déformé, des mécanismes inadaptés aux nouveaux modes de marche, etc.).
Nettement plus économiques que la construction d'une usine neuve, les réfections successives d'un haut fourneau inscrivent alors la durée de vie d'un complexe sidérurgique dans des horizons stratégiques d'au moins 25 ans[MF 3]. Pour autant, une réfection de haut fourneau est un chantier exceptionnel par sa rareté[note 28] et son ampleur (de 1,5 à 5 ans de planification[106], suivis d'une centaine de jours de chantier[104]) dû au gigantisme des outils. De plus, l'ancienneté des hauts fourneaux, sans cesse rénovés, rend illusoire leur standardisation.
Dépenses de fonctionnement
Les coûts de production dépendent fortement du prix des matières premières. En 2010-2011, l'achat du minerai et du charbon correspondaient à, respectivement, 52 % et 36 % des coûts de production de la fonte et des coproduits associés[107],[note 29]. En outre, ces matières, stockées au moins en amont de la filière, représentent une immobilisation conséquente d’argent.
À l'inverse, les frais de personnels ne représentent, dans un pays occidental, que 2,2 % des coûts de production[107]. Vu les faibles marges, la sidérurgie reste donc une industrie où la compétence d’équipes capables de limiter les pertes de matières et d’énergie est plus importante que les salaires. Mais la chasse aux pertes est difficile dans les vieux pays industrialisés car les complexes sidérurgiques, qui sont anciens, y manquent de cohérence[MF 4].
Produits
Fonte

La fonte est issue de la fusion du fer qui, au contact du coke, se charge en carbone jusqu'à saturation. Les métaux produits par les réactions de réduction directe (manganèse, silicium, phosphore, etc.) en font également partie.
En fonction de l'usage de la fonte, que ce soit le moulage ou l'affinage, le haut fourniste vise une composition qui va permettre aux outils en aval de fonctionner dans des conditions optimales[87]. La fonte destinée à l'affinage au convertisseur (qui, à la fin du XXe siècle, représente la quasi-totalité de la fonte de haut fourneau), bien qu'elle se solidifie en une « fonte blanche », n'est jamais appelée ainsi. Cette « fonte brute » en fusion n'a en effet de valeur que par sa composition chimique et sa température[E 4]. La classification des fontes de moulages, qui fait intervenir leur refroidissement et d'éventuels traitements, n'est donc généralement pas pertinente dans la fabrication de l'acier.
Laitier

Le laitier correspond à la gangue du minerai à laquelle s'ajoutent les cendres du coke[109],[D 6]. Sa composition est étudiée pour assurer une vidange facile du creuset, mais aussi désulfurer la fonte[90], voire protéger le creuset[56]. Après la coulée, selon son conditionnement, il devient une matière première appréciée. Il est essentiellement utilisé dans la fabrication de ciment (2/3 de la production en Europe, pour essentiellement le laitier vitrifié) ou comme remblais routier (1/3 de la production en Europe, essentiellement du laitier cristallisé)[D 8]. On l'utilise aussi, entre autres, dans la fabrication du verre, de la laine de roche ou comme granulat de béton[SF 35]…
« En 1982, en France, le bilan économique [de la vente du laitier] était quasi systématiquement déficitaire[SF 36]. » Cependant, ce produit, qui est calciné, libère peu de gaz à effet de serre lorsqu'il est chauffé. Cette caractéristique, combinée avec la généralisation des procédés de vitrification, rentabilise (au début du XXIe siècle) la production du laitier[110]. Pour autant, bien que le volume de laitier soit identique à celui de la fonte produite (à cause de la différence de densité)[64], le prix de vente du laitier granulé intervient dans moins de 5 % du coût de production de la fonte[111],[note 30].
Gaz de haut fourneau

Le gaz de haut fourneau contient de 22 % de dioxyde de carbone (CO2), 22 % de monoxyde de carbone (CO), 51 % d'azote (N2) et 5 % d'hydrogène (H2)[112]. C'est un gaz pauvre au faible pouvoir calorifique (3 000 kJ/Nm3) par la présence de monoxyde de carbone et d'hydrogène, mais il représente une fraction significative (≈30 %) du bilan thermique de l’appareil[80].
Cette importance s'explique par la quantité de gaz produite. Un haut fourneau moderne produit environ 1 500 Nm3 de gaz par tonne de fonte. Compte tenu de sa masse volumique (1,30 à 1,35 kg/Nm3), le poids du gaz produit est supérieur[note 31] à celui du laitier et de la fonte réunis[SF 37]. De plus, ce gaz est généré continuellement pendant toute la vie du haut fourneau.
Un tiers du gaz produit est directement réutilisé aux cowpers. Une cokerie intégrée à un site sidérurgique peut consommer environ 20 % du gaz produit par les hauts fourneaux[D 9]. Le reste est valorisé dans d'autres fours sidérurgiques, ou sert à la production d'électricité, généralement grâce à une turbine à vapeur alimentée par une chaudière (on rencontre aussi des moteurs à gaz, des turbines à combustion, ou des centrales à cycle combiné)[D 10]. Convenablement dépoussiéré et éventuellement enrichi par des gaz plus énergétiques, sa combustion ne dégage que peu de fumées et de polluants[D 11], excepté une grande quantité de CO2, un gaz à effet de serre[113]. Par la combustion du monoxyde de carbone, plus de dioxyde de carbone est formé. En 2019, la production de l'acier est responsable pour 7 à 9 % d'émission mondiale de dioxyde de carbone [112]. Une réduction de cette émission est possible par remplacer le charbon avec l'hydrogène, la biomasse ou les déchets plastiques. Autres possibilités sont l'utilisation de technologie capture et utilisation du carbone ou capture et stockage du carbone et l'utilisation de plus de matériaux recyclés.
Hauts fourneaux non sidérurgiques

Le principe du haut fourneau, c'est-à-dire la réduction et la fusion dans une cuve par la combustion de carbone, n'est pas exclusivement applicable au fer :
« Les minerais oxydés de fer ne sont pas les seuls qui peuvent être réduits dans les fourneaux à cuve. Le même principe de traitement, nous l'avons déjà dit, a été essayé ou appliqué à un grand nombre de métaux, avec des succès divers[G 7]. »
— E.-L. Grüner, Traité de métallurgie
Le diagramme d'Ellingham permet en effet de constater que de nombreux oxydes métalliques sont réduits en métal par le monoxyde de carbone à plus ou moins haute température. Théoriquement, on peut ainsi obtenir du cuivre dès −5 °C, du nickel à 500 °C, du chrome à 1 441 °C[115], etc.
Pour d'autres métaux, la température de réduction est excessivement élevée : l'alumine n'est ainsi réduite qu'à 2 315 °C[115]. Il faut également que les oxydes ne s'évaporent pas lorsqu'ils atteignent les températures nécessaires à leur réduction : au XIXe siècle, l'obtention de zinc au haut fourneau était considéré comme impossible, et celle du plomb difficile, à cause de la basse température de vaporisation de certains de leurs oxydes[G 7].
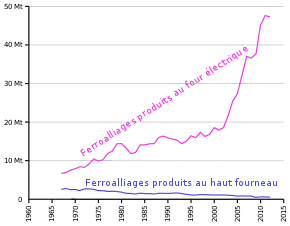
À partir de ces constats, le haut fourneau a été longtemps utilisé pour la production de métaux, notamment le plomb, le cuivre[G 7],[SF 1], le nickel[116],[SF 1], etc. Plus rarement, le zinc a été aussi produit par ce moyen[SF 1], ainsi que le phosphore[117],[note 32]. Plus particulièrement, le haut fourneau est remarquablement adapté à la production de ferroalliages : le ferrosilicium[L 9], le ferrochrome[L 10] et surtout le ferromanganèse[L 11], sont faciles à obtenir par ce moyen.
La fabrication de ferrochrome au haut fourneau a disparu, le procédé au four à arc électrique mis au point par Paul Héroult vers 1900 l'ayant complètement surclassée. À la fin du XXe siècle, la plupart des autres procédés de production de métaux non ferreux au haut fourneau sont de même supplantés par le four électrique, moins capitalistique, plus petit et plus flexible[116],[119]. Les hauts fourneaux au manganèse, dont la pyrométallurgie est proche de celle du fer, ont été largement employés : ceux-ci ont assuré la majorité de la production ferromanganèse jusqu'en 1975, alors que le four électrique s'était déjà imposé pour les autres métaux[120]. En 2011, le haut fourneau n'intervient plus que pour 8 % de la production mondiale du ferromanganèse. Ce mode de fabrication survit essentiellement en Chine (350 000 t/an en 2011) et en Russie (160 000 t/an en 2011)[118]. Les Chinois ont aussi ressuscité la production de fonte brute de nickel au haut fourneau : disparue au cours du XXe siècle, elle représente en 2011 presque 5 % de la production mondiale de nickel[121].
Évolutions actuelles et à venir
De 1837 à 1986, soit 150 ans, la productivité d'un haut fourneau a été multipliée par 1 000[note 33]. Le rendement de l'appareil, pourtant exceptionnel, ne cesse de s'améliorer : en France, la production d'une tonne de fonte nécessitait 3 tonnes de charbon de bois aux XVIe et XVIIe siècles[SF 39], 1,5 tonne de charbon de bois au XVIIIe siècle, 1 tonne de coke en 1961[SF 38]. Les hauts fourneaux modernes se contentent, au XXIe siècle, de 240 kg de coke et 200 kg de charbon[D 3].
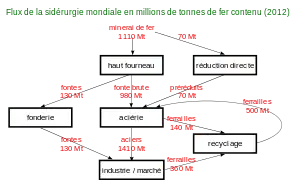
La course au gigantisme a autant favorisé que pénalisé le haut fourneau. Selon l'American Iron and Steel Institute : « Les hauts fourneaux survivront dans le prochain millénaire, parce que de plus grands hauts fourneaux, plus efficaces, pourront produire de la fonte à des coûts compétitifs vis-à-vis d'autres technologies[57]. » Pourtant, leur importance devrait décroître vis-à-vis des aciéries électriques, éventuellement alimentées par des procédés de réduction directe[SF 1]. En 2012, 30 % de l'acier brut mondial était produit dans des fours à arc électrique[122].
Plus petits et plus flexibles, les procédés alternatifs de réduction directe ne sont cependant rentables que dans des conditions particulières. Ils se justifient dès que l'on considère le haut fourneau comme un simple maillon d'un complexe sidérurgique : « il faut penser non seulement au haut fourneau, mais aussi à la cokerie et à l'agglomération qui lui sont associées. De nos jours [début XXIe siècle], la construction d'une cokerie est une entreprise énorme quand on la compare à l'alimentation électrique d'un four à arc. Les agglomérations, qui sont déjà une race [sic] en voie d'extinction en Amérique du Nord, sont aussi une grosse affaire quand on regarde les exigences environnementales[SF 1]. »
Les impératifs de flexibilité financière et technique, combinés avec les qualités intrinsèques du procédé par haut fourneau, ont aussi entraîné le développement de « mini hauts fourneaux » modernes (dont ceux au charbon de bois). Ceux-ci représentent, en 1990, 3,4 % de la production mondiale de fonte (à comparer aux 2,7 % de la réduction directe) : il s'agit donc là aussi d'outils marginaux, mais attentivement évalués par les sidérurgistes[123].
Ainsi, au début du XXIe siècle, malgré les annonces, les procédés alternatifs, notamment de réduction directe, n'ont pas bouleversé la sidérurgie. Un équilibre entre l'aciérie électrique et la filière fonte s'est établi. Ce constat amène les chercheurs à s'accorder pour voir, dans le haut fourneau, le procédé majeur, quoique déclinant, de production de fonte pour les prochaines décennies[SF 1]. Son perfectionnement doit alors prendre en compte :
- le fait que, depuis la fin des années 1970[68], les dimensions et les rendements des meilleurs hauts fourneaux progressent moins vite qu'avant ;
- le constat que la compréhension de la marche d'un haut fourneau reste un enjeu majeur pour son optimisation ;
- l'opportunité d'évoluer vers un outil fonctionnant avec du vent constitué d'oxygène pur au lieu d'air (projet ULCOS)[64] ;
- les contraintes sur les émissions de gaz à effet de serre[124].
Ces deux derniers points semblent particulièrement prometteurs. Un vent constitué d'oxygène pur, combiné avec une forte injection de charbon aux tuyères transformerait le haut fourneau en un véritable gazogène[125]. Mais la combustion du gaz produit génère beaucoup de CO2, un gaz à effet de serre. La réduction par l'hydrogène pourrait alors être privilégiée, le retraitement des gaz devenant rentable (grâce à l'apparition de procédés modernes d'adsorption par inversion de pression ou de traitement des gaz par les amines), ce qui augmenterait la consommation électrique de l'ensemble du procédé[124].
Notes et références
Notes
- ↑ Le mot est écrit sans trait d'union : « bien que l'Académie française ait admis l'usage du trait d'union entre « haut » et « fourneau », l'entrée en est ici volontairement dépourvue, puisque cette orthographe a été la plus courante pendant de très nombreuses décennies au XXe siècle[SF 1]. »[SF 2]. Il faut cependant noter que beaucoup, comme le Larousse, considèrent cette orthographe comme vieillie et préconisent l'usage du trait d'union[1].
- ↑ Cet article se concentre sur l'acception commune du haut fourneau, outil de la sidérurgie lourde. Mais le principe du haut fourneau a été, et reste occasionnellement, adapté à la réduction et la fusion de beaucoup de métaux non ferreux. Ces hauts fourneaux non sidérurgiques se raréfient cependant, le four à arc électrique étant plus flexible et adapté aux faibles productions.
- ↑ Le liquidus d'une fonte à 6 % de carbone est de l'ordre de 1 150 °C, et passe à 1 500 °C lorsque l'on approche la composition du fer pur.
- ↑ La fonte est affinée en la laissant chauffer à l'air pendant plusieurs jours pour donner de l'acier ou du fer ; ce « puddlage à l'air » est appelé chǎo (炒), ce qui signifie littéralement « saisir dans la poêle »[10]. La fonte blanche, cassante, est convertie en fonte malléable à partir du IIIe siècle[11].
- ↑ Si on ajoute, à un mélange ferreux, jusqu'à 6 % de phosphore, la température de fusion descend jusqu'à 950 °C. L'addition de phosphore disparaît avant le XIe siècle, lorsque l'amélioration des hauts fourneaux permet de s'en passer[11].
- ↑ D'après Donald Wagner, la fonte qui se propage en Chine dès le Ier siècle av. J.-C. aurait aussi pu être élaborée directement au haut fourneau, plutôt qu'être systématiquement issue d'une loupe de fer refondue au cubilot. De tels hauts fourneaux auraient été directement inspirés de ceux utilisés pour l'obtention du cuivre[17].
- ↑ Littéralement le « four à morceau (de fer) ».
- ↑ Les hauts fourneaux du Sauerland ont évolué directement à partir du bas fourneau, sans passer par le stückofen, grâce à la présence de silice, et surtout d'oxyde de manganèse(II) et d'oxyde de potassium, dans le minerai.
- ↑ Dans son livre Metallum Martis, Dudd Dudley revendique avoir produit de la fonte au coke de bonne qualité dès 1622. Mais, faute d'autres sources, il n'est pas possible d'évaluer sa technique.
- ↑ Un autre point, que Darby ignore alors, est que l'extinction du coke, qu'il réalise à l'eau, lui retire une quantité importante de soufre[39].
- 1 2 3 Une température élevée aux tuyères entraîne, paradoxalement, une température plus basse au gueulard[L 2]. On l'explique par le fait que les matières en fusion étant alors plus fluides, elles descendent plus vite au fond du creuset[T 2], à condition que la composition chimique du laitier le prenne en compte. En effet, les hautes températures favorisent la réduction de la silice : le laitier qui s'appauvrit en silice peut devenir excessivement pâteux[SF 12], alors que la fonte, qui s'enrichit en silicium métallique, peut devenir incompatible avec l'usage voulu[52].
- ↑ Le vent chaud facilitant aussi la combustion au haut fourneau, il est devenu possible d'utiliser d'autres matières : l'invention de Neilson permet la valorisation du blackband et donc l'expansion de la sidérurgie écossaise, qui passe d'une production annuelle de 37 500 tonnes en 1830 à 200 000 tonnes en 1840. L'utilisation de vent chaud permet également l'utilisation d'anthracite aux États-Unis, où aucun charbon cokéfiable n'avait encore été découvert[T 4] (brevet de F. W. Gessenhainer en 1836).
- ↑ La modération de Neilson fut mal récompensée : il dut attendre 1843 pour toucher ses redevances, après un long procès au tribunal écossais d'Édimbourg[T 4].
- ↑ On peut encore voir des installations musées avec une alimentation utilisant des grosses bennes Staehler (usine sidérurgique d'Uckange) ou des petites sous monorail (usine sidérurgique de Völklingen). Une batterie de petits hauts fourneaux peut avoir une alimentation commune à tous les gueulards (Völklingen, Pont-à-Mousson…).
- ↑ Historiquement, la récupération du gaz de gueulard se justifie par l'apparition simultanée de deux besoins en combustible : l'apparition des soufflantes qui remplacent les roues à aubes devenues incapables de pousser le vent à travers un four de plus en plus gros et haut ; la généralisation du vent chaud[L 7]. Avant cela, les gaz étaient évacués par une courte cheminée à la sortie de laquelle ils brûlaient librement[58].
- 1 2 3 Au début des années 2000, l'appareil d'un haut fourneau à boîtes d'un volume utile de 2 100 m3 est composé d'environ 6 500 tonnes de réfractaires (dont 1 700 tonnes pour le creuset[65], 800 étant en carbone[66]) et 1 000 tonnes de blindage. Le refroidissement comporte plus de 5 000 vannes reliées par 30 km de conduites. 700 instruments de mesure reliés par 60 km de câbles aident à la conduite du process[67].
- ↑ La philosophie de construction fait encore débat. Selon Danieli Corus, « dans les étalages, il a été démontré qu'avec une conduite moderne, les conditions thermiques fluctuent raisonnablement et que l'usure est dominée par les attaques chimiques. Celles-ci peuvent être contrôlée par un dimensionnement adéquat du refroidissement[69]. »
- ↑ Ce gigawatt correspond à 14 MBtu (14 756 MJ) par tonne de fonte. Il est possible de l'obtenir avec un mineri cru très riche[72] ou des agglomérés[D 2],[73]. Il s'agit de la chaleur nécessaire à la fusion et à la réduction des matières, ainsi qu'à l'échauffement des gaz. Cette chaleur est apportée par la combustion partielle du coke et par le vent chaud[72].
- ↑ Plus précisément, le rendement thermique de l'appareil dépasse 80 % (92 % pour un gros haut fourneau moderne[74]) si on estime que le coke chargé n'est brûlé que partiellement, le reste étant rejeté sous la forme d'un gaz combustible. Mais si on estime que tout le coke chargé est fatalement brûlé (dans et hors de l'appareil), le rendement n'atteint plus que 60 %[72]. Pour comparaison, au début du XXe siècle, le rendement thermique des fours Martin-Siemens atteint 25 %[T 11]. Les considérations thermiques sur les hauts fourneaux dépendent notablement de leur taille (moins de perte thermique sur les plus gros) et de la composition de la charge[69].
- ↑ Le refroidissement, par ruissellement et boîtes, d'un appareil dont le creuset mesure 8 m de diamètre consomme plus de 30 000 m3/h, soit la consommation d'une ville de 200 000 habitants[E 3]. Avec un refroidissement par circuit fermé (boîtes, staves ou chemises), on peut démontrer que la moitié suffit[69], mais il faut alors 2 circuits (le circuit fermé de l'appareil et le circuit ouvert des tours aéroréfrigérantes).
- ↑ Le diamètre d'un cowper est limité à 10 m par la tenue mécanique de la coupole supérieure[79]. Il s'agit en effet à la fois de la zone la plus chaude et de celle qui accumule tous les mouvements dus aux dilatations et aux compressions du four. Une autre limitation, thermique, apparaît aux hautes températures avec la tenue de la paroi séparant la base du puits, chaude, d'avec la base du rûchage, froide.
- ↑ On trouve fréquemment des illustrations montrant un trou de coulée dédié au laitier, situé plus haut que le trou de coulée principal. Cette construction tend à disparaître, la généralisation des minerais riches entraînant de trop faibles productions de laitier pour justifier le maintien de ce système.
- 1 2 Plus précisément, l'hydrogène favorise la réduction indirecte grâce aux réactions suivantes[86] :
- Fe3O4 + H2 → 3 FeO + H2O
- H2O + CO → H2 + CO2
Ainsi que :- FeO + H2 → Fe + H2O
- H2O + CO → H2 + CO2
- ↑ La wustite est en réalité un composé non stœchiométrique dont le taux d'oxydation est variable. Les métallurgistes retiennent généralement la formule FeO1,0356[55].
- 1 2 La réduction directe du fer s'écrit donc, trivialement : FeO + C → Fe + CO. Mais « à l'état solide, on ne constate pratiquement pas de réaction en l'absence des gaz, même entre des poudres finement broyées de minerai de fer et de charbon. Autrement dit, il apparaît certain que la réaction se fait par les gaz[87]. » Ce qui signifie que la réduction directe correspond très probablement à l'enchaînement des réactions suivantes[55] :
- FeO + CO → Fe + CO2 produisant 17,45 kJ/mol (réduction par le CO)
- CO2 + C → 2 CO consommant 172,45 kJ/mol (réaction de Boudouard)
- 1 2 On trouve beaucoup de variantes pour les plages de températures. En effet, il faut tenir compte des teneurs en silicium et en manganèse, de la pression (qui varie du simple au triple selon les hauts fourneaux), etc.
- ↑ C'est-à-dire température-pression du revêtement réfractaire du blindage, et débit-température évaluant l'échauffement de l'eau de refroidissement
- ↑ Les réfections sont rares, à la fois à cause de leur périodicité, et à cause de la rareté de l'installation (moins de 10 hauts fourneaux en activité en France en 2000, 7 en 2014).
- ↑ Bien que les frais fixes soient dilués depuis les années 2000 par la flambée des coûts des matières premières, attisée par la croissance chinoise[108], le coût de l’enfournement a toujours été dominant. Dans les années 1980, le coût de la fonte se décomposait ainsi : coke 45 %, lit de fusion 45 %, frais de fabrication (réfractaires, etc.) 15 %, frais généraux 5 à 7 %, rentrées 10 à 12 %[SF 34].
- ↑ À fin 2010 - début 2011, aux États-Unis, pour une tonne de fonte en fusion coûtant environ 460 $ (compte tenu de la vente du gaz rapportant 41 $ à la tonne de fonte produite)[107], il était possible de vendre environ 300 kg de laitier vitrifié à 74 $ la tonne (sinon 7,40 $, si le laitier n'est que cristallisé)[111].
- ↑ Pour un enfournement en minerai riche en fer, le poids du gaz atteint 1,5 fois celui des liquides, son volume, 5 000 fois.
- ↑ En 2011, en Russie, on relève toutefois une très petite production (3 600 t/an) de ferrophosphore au haut fourneau[118].
- ↑ En 1837 en France, 433 hauts fourneaux (dont 34 au coke et 38 au vent chaud) produisent 0,3 Mt de fonte. En 1986, 21 hauts fourneaux produisent 14 Mt[SF 38].
Références
- ↑ « haut-fourneau, hauts-fourneaux », sur larousse.fr (consulté le ).
- ↑ Roland Eluerd, Les Mots du fer et des Lumières : Contribution à l'étude du vocabulaire de la sidérurgie française (1722-1812), Paris, Honoré Champion, coll. « Bibliothèque de littérature moderne », , 524 p. (ISBN 2-85203-318-6, OCLC 231616930), p. 192
- ↑ (de) Vom Eisen zum Stahl, Industriemuseum Brandenburg an der Havel, (lire en ligne [PDF])
- ↑ (de) Matthias Zwissler et Roman Landes, Untersuchungen zu Rennfeuererzeugnissen, Rennfeuersymposium der IGDF Internationale Gesellschaft für Damaszenerstahlforschung e.V. in Polle, (lire en ligne [PDF])
- ↑ Maurice Burteaux, Le tatara, Soleil d'acier, (lire en ligne)
- ↑ (en) Robert O. Collins et James McDonald Burns, A History of Sub-Saharan Africa, Cambridge, Cambridge University Press, , 406 p. (ISBN 978-0-521-86746-7 et 0-521-86746-0, lire en ligne), p. 61
- ↑ (en) David N. Edwards, The Nubian Past : An Archaeology of the Sudan, Psychology Press, (ISBN 978-0-415-36987-9, lire en ligne), p. 173
- 1 2 (en) Robert Temple (préf. Joseph Needham), The Genius of China : 3,000 Years of Science, Discovery, and Invention, New York, Simon and Schuster, , 254 p. (ISBN 0-671-62028-2), p. 49-50
- 1 2 (en) Patricia Buckley Ebrey, Anne Walthall et James B. Palais, East Asia : A Cultural, Social, and Political History, Boston, Houghton Mifflin, , 652 p. (ISBN 0-618-13384-4), p. 30
- 1 2 3 Adrienne R. Weill, « Métallurgie (Acier au creuset et fonte de qualité au XVIIIe siècle) », dans Encyclopædia Universalis
- 1 2 3 « Le génie scientifique de la Chine » [PDF], Le courrier de l'UNESCO, sur unesco.org, UNESCO, (consulté le ), p. 10
- ↑ (en) Zhongshu Wang, Han Civilization, New Haven ; London, New Haven and London: Yale University Press, , 261 p. (ISBN 0-300-02723-0), p. 125
- ↑ Ye Fan Ye, Livre des Han postérieurs., coll. « Encyclopedia of China », ve siècle
- ↑ (en) Peter J. Golas, Science and Civilisation in China : Volume 5, Chemistry and Chemical Technology, Part 13, Mining, Cambridge University Press, , 564 p. (ISBN 978-0-521-58000-7, lire en ligne), p. 152
- ↑ (en) Donald B. Wagner, « Early iron in China, Korea, and Japan »,
- ↑ (en) Liu Haiwang, « A large oval shaped blast furnace of the Han dynasty : excavated recently in Henan, China », HMS NEWS Historical Metallurgy Society, no 48, (lire en ligne)
- ↑ (en) Donald B. Wagner, « The earliest use of iron in China »,
- ↑ (en) The Coming of the Ages of Steel, Brill Archive (lire en ligne), p. 54
- ↑ (en) Donald B. Wagner, « Chinese blast furnaces from the 10th to the 14th century », West Asian Science, Technology, and Medicine, vol. 18, , p. 41–74publié aussi en 2003 dans Historical Metallurgy, vol. 37, no 1, p. 25–37
- ↑ Ebrey, Walthall et Palais 2005, p. 158
- 1 2 (de) Robert Durrer, Grundlagen der Eisengewinnung, Berne, Verlag Francke AG, , p. 56-58
- ↑ (en) Jockenhövel, Albrecht et al., « Archaeological Investigations on the Beginning of Blast Furnace-Technology in Central Europe », Abteilung für Ur- und Frühgeschichtliche Archäologie, Westfälische Wilhelms-Universität Münster, résumé dans : (en) A. Jockenhövel, « Archaeological Investigations on the Beginning of Blast Furnace-Technology in Central Europe », dans Peter Crew and Susan Crew, Early Ironworking in Europe: Archaeology and Experiment: Abstracts of the International Conference at Plas Tan y Bwlch 19–25 September 1997, Snowdonia National Park Study Centre, Gwynedd, Wales, (OCLC 470699473, présentation en ligne), Plas Tan y Bwlch Occasional Papers No 3, p. 56–58
- 1 2 3 (en) Bert Hall, « Medieval Iron and Steel - Simplified », Institute for the History and Philosophy of Science and Technology, University of Toronto
- ↑ (en) A. Wetterholm, Blast furnace studies in Nora bergslag, Järn och Samhälle, Örebro universitet, (ISBN 91-7668-204-8)
- ↑ Ludwig Eschenlohr, « Artisanat et industrie du fer dans le nord-ouest de la Suisse du IXe au XIVe siècle », dans Habitat et mobilier archéologiques de la période entre 800 et 1350 : Actes du Colloque « Archéologie du Moyen Age en Suisse », Bâle, Archéologie Suisse AS, Groupe de travail suisse pour l’archéologie du Moyen Age et de l’époque moderne SAM, Association suisse Châteaux forts SBV, (ISBN 978-3-908006-57-2, lire en ligne [PDF]), p. 306
- ↑ (de) « Montanarchäologie im Bergischen Land », Geschichtsverein Rösrath,
- ↑ Edmond Truffaut, « Le Fer du Sauerland », sur manganeseandsteel.fr,
- ↑ (en) Thomas Woods, How the Catholic Church Built Western Civilization, Washington, D.C., Regnery Publ., (ISBN 0-89526-038-7), p. 35-37
- ↑ (en) David Derbyshire, « Henry "Stamped Out Industrial Revolution" », The Daily Telegraph, cité par T. Woods
- 1 2 (en) Donald B. Wagner, Science and Civilisation in China : 5. Chemistry and Chemical Technology : part 11 Ferrous Metallurgy : (suite de Joseph Needham), Cambridge University Press, , p. 349–351 ; 354-355
- ↑ (en) B. G. Awty, « The blast furnace in the Renaissance period: haut fourneau or fonderie? », Transactions of Newcomen Society, vol. 61, 1989–90, p. 67
- ↑ Denis Woronoff, Histoire de l'industrie en France du XVIe siècle à nos jours, Paris, Éd. du Seuil, coll. « Histoire / Points » (no 248), , 674 p. (ISBN 978-2-02-033824-0, OCLC 245981132), p. 123
- ↑ (en) B. Awty, C. Whittick et P. Combes, The Lordship of Canterbury, iron-founding at Buxted, and the continental antecedents of cannon-founding in the Weald, coll. « Sussex Archaeological Collections » (no 140), , p. 71–81
- ↑ sous la direction de Patrice Franchet-d'Espèrey et de Monique Chatenet, en collaboration avec Ernest Chenière, Les Arts de l'équitation dans l'Europe de la Renaissance, Arles, Actes Sud, , 447 p. (ISBN 978-2-7427-7211-7), (page 100)
- ↑ Jean Gimpel, La Révolution industrielle du Moyen Âge, Seuil, coll. « Points Histoire », (ISBN 2-02-054151-3), p. 79
- 1 2 Olivier Guyotjeannin et Guillaume Balavoine, Atlas de l'histoire de France IXe – XVe siècle, Paris, Autrement, , 103 p. (ISBN 2-7467-0727-6 et 978-2-74-670727-6), p. 31
- ↑ Laurent Theis, Histoire du Moyen Âge français, Perrin, , 400 p., p. 304-305
- 1 2 3 (en) Thomas Southcliffe Ashton, Iron and Steel in the Industrial Revolution, Manchester, Manchester University Press, , 252 p. (lire en ligne), Letter from Mrs. Abiah Darby, circa. 1775, p. 249-252
- ↑ Walter de Saint-Ange et César-Nicolas-Louis Le Blanc, Métallurgie pratique du fer : Description méthodique des procédés de fabrication de la fonte et du fer, Librairie scientifique et industrielle de L. Mathias (Augustin), 1835-1836 (lire en ligne), p. 38
- 1 2 3 Daniel Rivet, L'acier et l'industrie sidérurgique, Paris, Presses universitaires de France, coll. « Que sais-je? » (no 561), , 128 p. [détail des éditions] (ISBN 2-13-035632-X), p. 18
- ↑ (en) Arthur Raistrick, Dynasty of Iron Founders : The Darbys and Coalbrookedale, York, Longmans, Green,
- ↑ (en) Stuart Trinder et Barrie Trinder, The Industrial Revolution in Shropshire, Chichester, Phillimore, , 286 p. (ISBN 1-86077-133-5)
- 1 2 (en) Philip Riden, « The Output of the British Iron Industry before 1870 », The Economic History Review, , p. 442–459
- ↑ (en) Frank William Taussig, Some Aspects of the Tariff Question, Cambridge, MA, Harvard University Press (réimpr. 1972) (1re éd. 1915) (ISBN 978-0-404-06348-1 et 0-404-06348-9, lire en ligne), III Iron and steel, chap. 9 (« A Survey of Growth »), p. 4-7
- ↑ (en) William Rosen, The Most Powerful Idea in the World : A Story of Steam, Industry and Invention, Chicago, University Of Chicago Press, , 370 p. (ISBN 978-0-226-72634-2, lire en ligne), p. 149
- ↑ (en) Henry Bessemer, Sir Henry Bessemer, F.R.S; An autobiography, [détail des éditions] (lire en ligne), p. 178-180
- ↑ José Otávio Brito, Jean-Paul Laclau, Mathilde Riom et Waldir Quirino, « Le charbon de bois au Brésil », Bois et forêts des tropiques, no 288, , p. 59-68 (lire en ligne [PDF])
- ↑ (en) Donald B. Wagner, The state and the iron industry in Han China, NIAS Press, , 148 p. (ISBN 87-87062-77-1 et 9788787062770, lire en ligne), p. 74
- 1 2 3 4 (en) A. G. Romanenko, Hot-blast stoves - 120 years, Plenum Publishing Corporation, (DOI 10.1007/bf01087865, lire en ligne [PDF])
- 1 2 3 (en) Robert Chambers, Biographical Dictionary of Eminent Scotsmen, Blackie and Son of Glasgow, (lire en ligne)
- ↑ de Saint-Ange et Le Blanc 1835-1836, p. 70
- ↑ (en) W. Truran, The iron manufacture of Great Britain, E. and F. N. Spon, , 3e éd. (lire en ligne [PDF]), p. 63
- ↑ de Saint-Ange et Le Blanc 1835-1836, p. 69
- ↑ (en) Robert C. Allen, « Collective invention », Journal of Economic Behavior and Organization, (lire en ligne [PDF])
- 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 Maurice Burteaux, « Haut Fourneau : théorie », dans Techniques de l'ingénieur Traité matériaux métalliques, Éditions techniques de l'ingénieur (lire en ligne) (voir dans la bibliographie)
- 1 2 (en) Satyendra, « Protection of Blast Furnace hearth lining by the addition of TiO2 »,
- 1 2 3 4 5 (en) John A. Ricketts, « How a Blast Furnace Works », sur steel.org, American Iron and Steel Institute,
- ↑ (en) Hilary Bauerman, F.G.S (ill. J. B. Jordan), A treatise of the Metallurgy of Iron, Londres, Crosby Lockwood and Son, coll. « Weale's scientific & technical series / Mining and metallurgy », , 6e éd. (1re éd. 1868) (lire en ligne), p. 173
- ↑ (en) Johnson Joseph Esrey Jr, Blast-furnace construction in America, McGraw-Hill Book Company, (lire en ligne), p. 76-80
- 1 2 (de) Roger Kneip, « Aus der Geschichte der Stahlindustrie - Über 25 Jahre glockenloser Gichtverschluss » (consulté le )
- ↑ (en) Ian Mcneil, An Encyclopedia of the History of Technology, Routledge, , 1062 p. (ISBN 0-415-01306-2, 0-203-19211-7 et 0-203-19214-1, lire en ligne), p. 163
- ↑ Esrey Jr 1917, p. 262-271
- 1 2 3 4 (en) « Report on the explosion of No. 5 Blast Furnace, Corus UK Ltd, Port Talbot, 8 November 2001 » [PDF], Health and Safety Executive,
- 1 2 3 4 (en) Jan van der Stel, Improvements in Blast Furnace Ironmaking operations, Tata Steel RD&T, 19-20 septembre 2012 (lire en ligne [PDF])
- ↑ (en) « Salzgitter Installed 25,800 HotPressed™ Bricks in 8 Days 8 Years Ago »,
- 1 2 (en) Jürgen Pethke, Tatjana Stišović, Peter Sylvén, « New hearth lining direction at Salzgitter Flachstahl Blast Furnace B »,
- 1 2 (en) Philip May, Ian Craig et Corus & VAI, « A complete BF rebuild in 12 months », dans Millenium Steel 2005, millennium-steel.com,
- 1 2 Maurice Burteaux, « Haut Fourneau : conception et technologie », dans Techniques de l'ingénieur Traité matériaux métalliques, Éditions techniques de l'ingénieur (lire en ligne)
- 1 2 3 4 5 6 7 8 (en) Reinoud J. van Laar, Frank N. Niemeijer et Danieli Corus, « Blast furnace bosh design and repairs », dans Millenium Steel 2007, millennium-steel.com,
- ↑ (en) Peter Sylvén, Peter L. Duncanson et Luís Fontes, « Selecting lining materials to achieve long & productive blast furnace hearth campaigns », GrafTech,
- 1 2 (de) « Roheisen und Stahlerzeugung »
- 1 2 3 4 (en) Thomas Leonard Joseph, The iron blast furnace, United States Bureau of Mines, (lire en ligne), p. 3
- ↑ R. Pazdej, Aide-mémoire sidérurgique : les matières premières, IRSID,
- 1 2 Olivier C. A. Bisanti, « Un siècle d'oxygène en sidérurgie », Soleil d'acier,
- ↑ [PDF] (en) Gabriel Plascencia, « Heat Exchange in Furnace Side Walls with Embedded Water Cooled Cooling Devices », dans Evaporation, Condensation and Heat transfer, Dr. Amimul Ahsan, (lire en ligne), p. 207-224
- ↑ Rémy Volpi, Mille ans de révolutions économiques : la diffusion du modèle italien, Dunkerque/Paris/Budapest/Torino, Éditions L'Harmattan, , 185 p. (ISBN 2-7475-2784-0 et 9782747527842, lire en ligne), p. 111
- ↑ Jean-Nicolas-Pierre Hachette, Traité élémentaire des machines, Courcier, (lire en ligne), p. 186
- ↑ Esrey Jr 1917, p. 155-167
- ↑ (en) Martin Smith, Ian Craig et Siemens VAI, « Key design issues associated with large blast furnaces », dans Millenium Steel 2007, millennium-steel.com,
- 1 2 3 Patrick Dhelft, « Épuration du gaz de haut fourneau », dans Techniques de l'ingénieur. Élaboration et recyclage des métaux, Éditions techniques de l'ingénieur,
- 1 2 Grebe 1982, p. 91-92
- ↑ (de) Gerhard Winzer et Eberhard Reichenstein, « Entwicklung der Hochofentechnik », dans F. Oeters, R. Steffen, Berichte, gehalten im Kontaktstudium „Metallurgie des Eisens; Teil I: Eisenerzeugung“, vol. 2, Düsseldorf, Verlag Stahleisen mbH, coll. « Metallurgie », (ISBN 3-514-00260-6), p. 79
- ↑ (en) Ren Ren, Daniel Ratko, Guoheng Chen, Dr. Chenn Q. Zhou, « Visualizing the blast furnace » [PDF], 20-22 octobre 2010
- ↑ (en) Rayner-Canham et Overton, Descriptive Inorganic Chemistry, New York, W. H. Freeman and Company, , 4e éd., 655 p. (ISBN 978-0-7167-7695-6), p. 534–535
- ↑ (de) Arnold F. Holleman et Nils Wiberg, Lehrbuch der Anorganischen Chemie, Berlin, de Gruyter, , 102e éd., 2149 p. (ISBN 978-3-11-017770-1)
- 1 2 3 4 5 (en) J. Bilik, P. Pustejovska, S. Brozova et S. Jursova, « Efficiency of hydrogen utilization in reduction processes in ferrous metallurgy », Scientia Iranica, vol. 20, no 2, , p. 337–342 (DOI 10.1016/j.scient.2012.12.028, lire en ligne)
- 1 2 Jacques Astier, « Réduction directe », dans Techniques de l'ingénieur. Élaboration et recyclage des métaux, Éditions techniques de l'ingénieur, (lire en ligne)
- ↑ Duward Shriver et Peter Atkins (trad. de l'anglais par André Pousse), La chimie inorganique [« Inorganic Chemistry »], Paris/Bruxelles, De Boeck Université, , 763 p. (ISBN 2-7445-0110-7, lire en ligne), p. 182
- ↑ (de) K. Grebe, « Das Hochofenverhalten von Möller und Koks », dans F. Oeters, R. Steffen, Berichte, gehalten im Kontaktstudium „Metallurgie des Eisens; Teil I: Eisenerzeugung“, vol. 2, Düsseldorf, Verlag Stahleisen mbH, coll. « Metallurgie », (ISBN 3-514-00260-6), p. 104–107
- 1 2 (en) Donald B. Wagner, The traditional Chinese iron industry and its modern fate, Routledge, (ISBN 0-7007-0951-7 et 978-0700709519, lire en ligne)
- ↑ (en) Harry Huse Campbell, The manufacture and properties of iron and steel, New York, McGraw-Hill Book Company, , 657 p. (lire en ligne), p. 80
- 1 2 3 4 5 Marie-Laure Massue, Pierre-André Mangolte et Nathalie Lazaric, « Capitalisation des connaissances et transformation de la routine organisationnelle : le cas Sachem », Revue d'économie industrielle, vol. 101, no 101, , p. 65-86 (DOI 10.3406/rei.2002.1811, lire en ligne [PDF])
- ↑ G. Courtois et R. Hours, « L'emploi de sources radioactives pour l'étude de l'usure des revêtements réfractaires », C.I.T., CEA, (lire en ligne [PDF])
- ↑ (en) Michael A. Alter, Joseph M. Brunner et Daniel J. Holmes, « Continuous Monitoring of Liquid Level and Thermal State in the Hearth Based on Measurement of EMF on the Blast Furnace Shell » [PDF], AIST,
- ↑ (en) « 2D Acoustic Gas-Temperature-Measurement TMT SOMA™ » [PDF], TMT,
- ↑ (en) Chen-Yuan Lu, Shan-Wen Du et Shih-Kang Kuo, « Development of an Online Blast Furnace Burden Profile Measuring System », China Steel Technical Report, no 23, , p. 25-30 (lire en ligne [PDF])
- ↑ (en) « Mathematical top models control the blast furnace », ArcelorMittal
- ↑ Jules Garnier, Le Fer, Librairie Hachette et Cie., , 322 p.
- ↑ Louis Drieghe, Mon cœur y était. Souvenir d'un haut fourniste d'Ougrée, 1946-1982, Cockerill-Sambre, , 111 p.
- ↑ Kurt Guthmann et Gerhard Will, « Lutte technique contre la pollution atmosphérique dans la sidérurgie » [PDF], Commission des communautés européennes,
- ↑ (en) « Brazil may bar Thyssen unit sale to foreigner », Reuters, (lire en ligne)
- ↑ (en) Luc Vanwortswinkel et Wouter Nijs, « Iron and Steel » [PDF], IEA ETSAP,
- ↑ Jean Duflot, « Sidérurgie », dans Encyclopædia Universalis
- 1 2 (de) « Die fünfte Ofenreise kann beginnen: Großhochofen 1 in Duisburg-Schwelgen wird Anfang April nach Modernisierung wieder angeblasen », ThyssenKrupp,
- ↑ Jean-Christophe Barla, « ArcelorMittal Fos-sur-Mer va (enfin) rénover son 2e haut-fourneau », L'Usine nouvelle, (lire en ligne)
- 1 2 (de) « Das Vorbild Hochofen 8 » [PDF], ThyssenKrupp Steel AG
- 1 2 3 (en) « Semi-finished steel prices Billet and slab price data 2008 - 2013 » [PDF], Association for Iron and Steel Technology,
- ↑ (en) Mohan Yellishetty, Gavin M. Mudd, P. G. Ranjith et A. Tharumarajah, « Environmental life-cycle comparisons of steel production and recycling: sustainability issues, problems and prospects », Environmental Science & Policy, vol. 14, , p. 650–663 (lire en ligne)
- ↑ (de) Karl-Heinz Schmidt, Ingo Romey et Fritz Mensch, Kohle, Erdöl, Erdgas : Chemie und Technik., Würzburg, Vogel Verlag, (ISBN 3-8023-0684-8)
- ↑ (en) « Slag Granulation », Danieli Corus
- 1 2 (en) « 2011 Minerals yearbook ; Slag-iron and steel » [PDF], U.S. Department of the Interior U.S. Geological Survey,
- 1 2 (en) « Carbon capture and utilization in the steel industry: challenges and opportunities for chemical engineering », Current Opinion in Chemical Engineering, vol. 26, , p. 81–87 (ISSN 2211-3398, DOI 10.1016/j.coche.2019.09.001, lire en ligne, consulté le )
- ↑ « Site officiel du programme ULCOS »
- ↑ (en) « Mount Morgan - History », Mount Morgan Promotion and Development Inc,
- 1 2 (en) « The interactive Ellingham diagram », sur doitpoms.ac.uk, University of Cambridge,
- 1 2 (en) Ashok D. Dalvi, W. Gordon Bacon et Robert C. Osborne, The Past and the Future of Nickel Laterites, Inco Limited, (lire en ligne [PDF])
- ↑ (en) P.H. Royster et J.W. Turrentine, « Thermal efficiency of the phosphate blast furnace », Industrial and Engineering Chemistry, (DOI 10.1021/ie50266a024, lire en ligne)
- 1 2 (en) George M. Bedinger, Lisa A. Corathers, Peter H. Kuck, John F. Papp, Désirée E. Polyak et Kim B. Shedd, « 2011 Minerals Yearbook - Ferroalloys » [PDF], United States Geological Survey,
- ↑ Edmond Truffaut, « La fabrication du ferro-manganèse en France, 1875-2003 » [PDF],
- ↑ (en) Frederick J. Schottman, « Ferroalloys », dans Minerals yearbook metals and minerals 1977, vol. 1, Washington, United States Geological Survey, (lire en ligne), p. 396
- ↑ (en) Robert Cartman, « Nickel pig iron - A long term solution? », Hatch,
- ↑ (en) Agence Internationale de l’Énergie, « Tracking Clean Energy Progress 2015 », sur iea.org, (consulté le ), p. 36-37
- ↑ (en) « Iron Making in Mini Blast Furnace (MBF) »,
- 1 2 (en) « Site officiel du programme ULCOS »
- ↑ (en) R. van Laar et J. Barel, « The Future of Hot Blast Stoves », The 5th International Congress on Science and Technology of Ironmaking (ICSTF09), , p. 9
- (en) Best Available Techniques (BAT) Reference Document for Iron and Steel Production, DREAL, pdf (voir dans la bibliographie)
- J. Levainville, L'Industrie du Fer en France, Paris, Armand Colin, coll. « Armand Colin » (no 19), , 210 p. (lire en ligne)
- Adolf Ledebur, Manuel théorique et pratique de la métallurgie du fer, Tome I et Tome II (voir dans la bibliographie)
- Jacques Corbion, Le Savoir… fer — Glossaire du haut fourneau, (voir dans la bibliographie)
- 1 2 3 4 5 6 7 8 9 10 § Haut fourneau
- ↑ § Haut-fourneau
- ↑ § Haut-fourneau… et synonymes
- ↑ § Fourneau
- ↑ § Bas fourneau ; Bas Foyer
- ↑ § Bas fourneau à Orientation ; Bas Fourneau à
Tirage Naturel ; Bas Fourneau Soufflé ; Bas Foyer - ↑ § Renardière
- ↑ § Chine
- ↑ § Flossofen ; Flussofen ; Fourneau ; Stückofen
- ↑ § Haut fourneau (Invention du, Débuts du, Évolution du)
- 1 2 § Soufre
- ↑ § Blocage à chaud
- ↑ § Cowper
- ↑ § Vent chaud
- 1 2 § Cuve
- 1 2 § Appareil
- ↑ § Silex
- ↑ § Four
- ↑ § Blindage
- 1 2 § Tuyère (à vent)
- 1 2 § Bleeder
- ↑ § Laveur venturi
- ↑ § Épuration (du gaz de haut-fourneau)
- 1 2 3 § Zinc ; Alcalins
- ↑ § Mise à feu
- ↑ § Blocage
- ↑ § Blocage de creuset
- ↑ § Percée de fonte
- ↑ § Percée de gaz
- ↑ § Garni
- ↑ § Explosion de haut fourneau
- ↑ § Explosion
- ↑ § Sécurité
- ↑ § Prix de revient
- ↑ § Laitier (usages des)
- ↑ § Laitier (Valorisation des)
- ↑ § Bilan matière
- 1 2 § Tableaux
- ↑ § Haut fourneau aux XVIe et XVIIe siècles (dimensions du)
- (en) Thomas Turner, The Metallurgy of Iron : By Thomas Turner… (voir dans la bibliographie)
- Emmanuel-Louis Grüner, Traité de métallurgie — métallurgie générale, (voir dans la bibliographie)
- (en) Maarten Geerdes, Hisko Toxopeus et Cor van der Vliet, Modern Blast Furnace Iron Making : An introduction, (voir dans la bibliographie)
- (de) Otto Johannsen, Geschichte des Eisens, Düsseldorf, Verlag Stahleisen mbH, , 3e éd.
- Michel Freyssenet, La Sidérurgie Française 1945-1979 : L'histoire d'une faillite. Les solutions qui s'affrontent, Paris, Savelli, coll. « Documents critiques », , 241 p. (ISBN 978-2-85930-030-2, OCLC 417353871, BNF 34648522, présentation en ligne, lire en ligne [PDF])
- (de) Hans Schoppa, Was der Hochöfner von seiner Arbeit wissen muss, Düsseldorf, Verlag Stahleisen mbH, , 4e éd., 104 p. (ISBN 3-514-00443-9)
- (de) Karl Taube, Stahlerzeugung kompakt : Grundlagen der Eisen- und Stahlmetallurgie, Braunschweig/Wiesbaden, Vieweg Technik, , 232 p. (ISBN 3-528-03863-2)
Voir aussi
Bibliographie
- Adolf Ledebur (trad. Barbary de Langlade revu et annoté par F. Valton), Manuel théorique et pratique de la métallurgie du fer, Tome I et Tome II, Librairie polytechnique Baudry et Cie éditeur, [détail des éditions]
- (en) Thomas Turner (dir.), The Metallurgy of Iron : By Thomas Turner… : Being one of a series of treatises on metallurgy written by associates of the Royal school of mines, C. Griffin & company, limited, coll. « Griffin's metallurgical series », , 3e éd., 463 p. (ISBN 1-177-69287-2 et 978-1177692878, lire en ligne)
- Emmanuel-Louis Grüner, Traité de métallurgie, Dunod, 1875 - 1878 [détail des éditions] (lire en ligne)
- Jacques Corbion (préf. Yvon Lamy), Le Savoir… fer — Glossaire du haut fourneau : Le langage… (savoureux, parfois) des hommes du fer et de la zone fonte, du mineur au… cokier d'hier et d'aujourd'hui, , 5e éd. [détail des éditions] (lire en ligne)
- (en) Best Available Techniques (BAT) Reference Document for Iron and Steel Production, Direction régionale de l'environnement, de l'aménagement et du logement, , 597 p. (lire en ligne [PDF])
- Maurice Burteaux, « Haut Fourneau : théorie », dans Techniques de l'ingénieur Traité matériaux métalliques, Éditions techniques de l'ingénieur (lire en ligne)
- (en) Maarten Geerdes, Hisko Toxopeus et Cor van der Vliet, Modern blast furnace iron making : An introduction, Amsterdam, IOS Press, , 2e éd., 164 p. (ISBN 978-1-60750-040-7 et 160750040X, lire en ligne)
Articles connexes
- Histoire de la production de l'acier
- Sidérurgie, Fabrication de l'acier
- Bas fourneau, Réduction directe
- Aggloméré (sidérurgie), Boulette (sidérurgie), Coke
- Fonte brute, Fonte (métallurgie), Laitier, Gaz de haut fourneau